En bref : pourquoi cela a de l’importance pour votre compte de résultat
- La cause profonde : la plupart des défaillances des parois de douche en verre (affaissement, glissement, bris spontané) sont dues à des découpes « approximatives » et à des tolérances trop larges, et non à des erreurs d’installation.
- La solution : le passage à des découpes en forme d’« oreilles de souris » usinées par commande numérique permet de verrouiller mécaniquement les charnières, ce qui élimine le recours aux joints de friction.
- Le retour sur investissement : définir des rayons de congé et des arêtes polies adaptés ne coûte que quelques centimes au départ, mais permet d’éviter des heures de retouches coûteuses sur chantier et les interventions sous garantie.

Introduction : L’écart entre le dessin et la porte
Sur le marché du verre destiné aux bâtiments commerciaux et aux résidences haut de gamme, un mythe tenace circule : « Le verre est un produit de base. Si les dimensions sont correctes, le verre convient. »
En tant que responsable des achats ou chef de projet, vous savez que ce n’est pas vrai. Vous savez bien que deux panneaux de verre trempé de 12 mm peuvent paraître identiques sur un plan d’exécution, mais se comporter de manière totalement différente une fois fixés à une charnière. Une porte s’installe en 20 minutes et fonctionne parfaitement pendant dix ans. L’autre donne du fil à retordre à l’installateur pendant une heure, nécessite trois interventions pour régler l’affaissement, et finit par se briser « spontanément » dix-huit mois plus tard.
La différence ne réside généralement pas dans le substrat en verre flotté lui-même. Ce n’est même pas le four de trempe. La différence réside dans la découpe.
La géométrie, la qualité des bords et la tolérance dimensionnelle des découpes pour la quincaillerie sont les facteurs qui influencent le plus la longévité d’une porte de douche. Yet, this is the area most frequently overlooked in purchase orders (POs) and specification sheets.

At Hexad Industries, we believe that the relationship between a fabricator and a project manager should be a partnership, not a transaction.Pourtant, c’est justement cet aspect qui est le plus souvent négligé dans les bons de commande et les cahiers des charges. We don’t just want to sell you crates of glass; we want to help you engineer the risk out of your installation process.At Hexad Industries, we believe that the relationship between a fabricator and a project manager should be a partnership, not a transaction.Pourtant, c’est justement cet aspect qui est le plus souvent négligé dans les bons de commande et les cahiers des charges.
Ce guide constitue votre feuille de route technique. We will dismantle the physics of why shower doors fail, analyze the « Mouse Ear » cutout solution, compare manufacturing methods, and give you the exact language you need to secure better glass for your next project.
La physique de la défaillance
Pourquoi se contenter d’une fabrication « suffisante » réduit les marges bénéficiaires
Pour comprendre pourquoi la précision est importante, il faut examiner le fonctionnement d’une porte de douche sans cadre. Dans un système à cadre, le métal soutient le verre. Dans un système sans cadre, le verre constitue la structure.
Chaque fois qu’un utilisateur ouvre une porte de douche lourde de 10 ou 12 mm d’épaisseur, il exerce un couple sur un bras de levier. Ce couple est entièrement transmis par deux ou trois petites charnières métalliques fixées sur le verre.
L’effet de concentration des contraintes
Le verre trempé présente une résistance à la compression (résistance superficielle) exceptionnelle, mais il est très sensible à la traction et aux charges ponctuelles. Une découpe — qu’il s’agisse d’un trou pour une poignée ou d’une encoche pour une charnière — constitue une rupture de la tension superficielle du verre. En termes techniques, il s’agit d’un « concentrateur de contraintes ».

Lorsqu’une charnière est fixée sur une encoche présentant des bords rugueux, des angles vifs ou des tolérances insuffisantes, la charge mécanique ne se répartit pas uniformément sur le verre. Au contraire, elle se concentre sur les imperfections.
- Micro-fissures : si le bord de l’encoche a été meulé à la main ou découpé au jet d’eau sans avoir été poli, la surface présente des reliefs et des creux microscopiques.
- L’effet de coin : lorsque la charnière fléchit, elle fait pénétrer ces microfissures plus profondément dans la zone de traction du verre.
- Défaillance différée : c’est pour cette raison qu’une porte explose souvent à 3 heures du matin alors que personne ne la touche. Les dommages se sont produits lors de la fabrication ou de l’installation, mais il a fallu des mois pour que la fissure atteigne le seuil critique.
L’impact économique sur votre projet
Pour un chef de projet, ces défaillances matérielles se traduisent directement par des pertes économiques.
- Frottement lors de l’installation : si la découpe de la charnière est trop basse de 2 mm, l’installateur doit caler la porte, régler les cames au maximum ou meuler le profil de la porte pour éviter tout frottement. Une installation qui devait prendre 30 minutes s’est transformée en une galère de 90 minutes. Pour un projet hôtelier de 200 chambres, cela représente des centaines d’heures de travail perdues.
- Le retour d’appel « Sag » : c’est le problème le plus fréquemment signalé. Une porte est installée parfaitement à niveau. Trois mois plus tard, le propriétaire se plaint que la porte frotte contre le trottoir. Pourquoi ? Parce que la charnière s’est déplacée dans l’encoche.
- Risque de réputation : une porte brisée dans un hôtel de luxe ou une résidence haut de gamme est un véritable cauchemar en matière de responsabilité.
La solution : la découpe « oreille de souris »
Si vous ne devez retenir qu’un seul conseil technique de ce guide, que ce soit celui-ci : adoptez la norme de découpe « Mouse Ear ».
Si les encoches rectangulaires standard sont « acceptables » au regard des normes industrielles de base, elles s’avèrent toutefois moins performantes sur le plan fonctionnel pour les vitrages lourds sans cadre. Le « Mouse Ear » est la norme professionnelle que nous préconisons chez Hexad.
Qu’est-ce qu’une découpe en forme d’oreille de souris ?

Imagine a standard rectangular notch where the hinge plate sits.Verre trempé avec encoches Imaginez maintenant que vous perciez deux trous circulaires aux coins intérieurs de ce rectangle. La forme obtenue ressemble à la silhouette d’une tête de souris.
Ce n’est pas un choix esthétique, mais un choix fonctionnel.
Avantage n° 1 : Verrouillage géométrique (l’effet de douille)
Dans une encoche rectangulaire standard, la charnière repose presque entièrement sur le frottement des joints pour rester en place. Le bord de la vitre est plat ; la plaque arrière de la charnière est plate. La gravité tire la porte vers le bas, et seule la tension des vis l’empêche de glisser.
Dans une découpe de type « oreille de souris », le corps de la charnière (qui présente souvent des épaulements arrondis) s’insère dans les angles arrondis du verre. En fait, le verre enveloppe le corps de la charnière.
- Résultat : la porte est verrouillée mécaniquement en position. C’est la géométrie du verre qui s’oppose à la gravité, et pas seulement le frottement.
- L’avantage : nous constatons une forte diminution des rappels liés aux « portes qui s’affaissent » lorsque nos partenaires adoptent les « oreilles de souris ».
Avantage n° 2 : Répartition des contraintes

Le verre ne supporte pas les angles vifs. Un angle intérieur à 90 degrés est un endroit où les contraintes ont tendance à s’accumuler. En ajoutant les « oreilles », nous ajoutons en fait un grand rayon de congé à l’angle.
- Principe physique : un rayon plus grand répartit la contrainte sur une surface plus large, au lieu de la concentrer en un seul point. Cela renforce considérablement la sécurité de la porte.
Manufacturing Methodologies ExplainedCela renforce considérablement la sécurité de la porte.
La qualité d’un dessin CAO dépend entièrement de la machine qui le découpe. Lorsque vous évaluez un partenaire de fabrication (comme nous, ou n’importe qui d’autre), vous devez comprendre comment il découpe votre verre.
Il existe aujourd’hui trois méthodes principales utilisées dans ce secteur. Comprendre cette différence est essentiel pour rédiger un cahier des charges rigoureux.
Méthode 1 : Traitement manuel (perçage et meulage)
C’est la méthode traditionnelle. Un opérateur utilise une perceuse à colonne pour percer des trous et une ponceuse à bande ou une meuleuse d’angle pour découper les encoches.
- Les avantages : faible coût d’investissement pour l’usine ; rapidité pour les réparations ponctuelles.
- Les inconvénients : cela dépend fortement des compétences humaines.
- Déplacement du foret : le foret peut dévier de 1 à 2 mm avant de mordre dans le matériau, ce qui entraîne un désalignement.
- Rayons irréguliers : un coin peut être pointu, tandis qu’un autre peut être arrondi.
- Contrôles thermiques : un meulage agressif génère une chaleur localisée qui provoque des micro-fissures avant même que le verre n’atteigne le four de trempe.
- Notre avis : Évitez le traitement manuel pour les projets de douches sans cadre à grande échelle. Le risque de variation est trop élevé.
Méthode 2 : Découpe au jet d’eau

Un jet d’eau à haute pression mélangé à un abrasif à base de grenat découpe le verre.
- Les avantages : une flexibilité incroyable. Peut découper n’importe quelle forme, aussi complexe soit-elle. Pas de dégagement de chaleur.
- Les inconvénients : la qualité des bords.
- La découpe au jet d’eau donne un aspect « dépoli » ou mat. Au microscope, ce bord présente une surface rugueuse, composée de milliers de minuscules cratères d’impact causés par l’abrasif.
- À moins que le fabricant n’effectue une étape de polissage supplémentaire (ce qui demande du temps et de l’argent), ce bord rugueux est moins résistant qu’un bord poli.
- Notre avis : Excellent pour les formes personnalisées complexes, mais il faut préciser « polissage secondaire » pour les encoches des charnières.
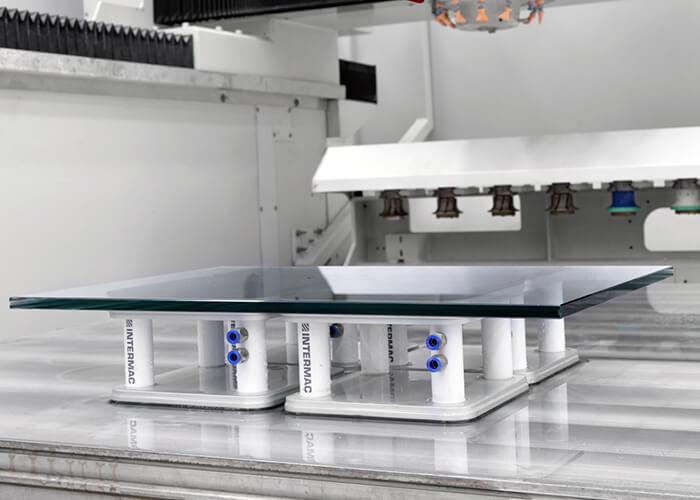
Méthode 3 : Usinage CNC (la norme Hexad)
Il s’agit d’un grand poste de travail commandé par ordinateur. Le verre est maintenu en place par des ventouses. Une fraise à pointe diamantée découpe l’encoche, puis une meule de polissage passe sur le même tracé pour lisser le bord.
- Les avantages :
- Précision : des tolérances de ±1,0 mm ou mieux sont la norme.
- Finition intérieure : la machine à commande numérique polisse l’intérieur de l’encoche dans le cadre du cycle. Cela permet d’éliminer les microfissures et d’obtenir un bord lisse et brillant, très résistant aux chocs.
- Répétabilité : la première porte et la millième porte sont identiques.
- Our Verdict: This is the only process we recommend for B2B partners managing volume projects.Répétabilité : la première porte et la millième porte sont identiques. Il offre la prévisibilité dont vos installateurs ont besoin.
La « réalité de l’installation »
Why do we spend so much time talking about millimeter tolerances? Parce que nous savons ce qui se passe sur le chantier quand nous nous trompons.
Examinons un scénario que l’on observe trop souvent lorsque les chefs de projet choisissent un fournisseur uniquement en fonction du prix, sans vérifier la méthode de fabrication.
Le cauchemar du « vendredi après-midi »
Votre équipe de montage arrive sur le chantier de rénovation d’un hôtel à 14 h un vendredi. Ils ont 10 portes à poser.
Porte n° 1 (le verre « économique ») :
Le fabricant a procédé à un perçage manuel. L’encoche supérieure de la charnière est trop profonde de 3 mm, et l’encoche inférieure est trop peu profonde de 2 mm.
- La scène : l’installateur pose la porte. Il penche. Le joint magnétique est en contact en bas, mais présente un espace de 5 mm en haut.
- Solution : L’installateur doit démonter la porte. Ils placent des cales en plastique à l’intérieur de la charnière supérieure pour faire ressortir la porte. Ils serrent trop la charnière inférieure, ce qui comprime le joint.
- Résultat : la porte a l’air en bon état, mais la charnière est désormais de travers. Le joint est écrasé. Dans trois mois, ce joint se déformera de façon irréversible, la porte se mettra à ficher et le responsable de l’entretien de l’hôtel vous appellera.

Par #2 (Le verre « Hexad CNC ») :
Le verre a été usiné par commande numérique à partir du fichier DXF fourni par le fabricant de quincaillerie.
- Déroulement : l’installateur fixe les charnières. Ils soulèvent la porte. Les « oreilles de souris » s’enclenchent sur les corps de charnières.
- Résultat : la porte est immédiatement d’aplomb. The reveals are perfect.Résultat : la porte est immédiatement d’aplomb. L’installateur serre les vis et passe à la pièce suivante.
Les calculs :
If « Door #1 » takes an extra 45 minutes to finesse, and you have 200 doors, you have just lost 150 hours of labor. Ce coût éclipse largement les quelques centimes que vous auriez pu économiser sur le prix unitaire du verre.
Partnership Note: When we discuss specs with you, our goal is to save you those 150 hours.Ce coût éclipse largement les quelques centimes que vous auriez pu économiser sur le prix unitaire du verre.
Élaborer votre cahier des charges (le guide « copier-coller »)
En tant qu’acheteur B2B, votre outil le plus efficace est votre cahier des charges (ou les remarques figurant sur votre bon de commande). C’est ainsi que vous garantissez la qualité et empêchez les fournisseurs de lésiner sur les moyens.
Vous trouverez ci-dessous les clauses techniques précises que nous vous recommandons d’ajouter à vos contrats types.
1. Tolérances géométriques
La norme ASTM C1048 (verre plat traité thermiquement) prévoit des tolérances assez larges. Il faut les serrer pour prendre une douche.
Spécifications techniques : « Tolérance dimensionnelle globale : ±1,5 mm. Tolérance de positionnement des découpes et des trous pour la quincaillerie : ±1,0 mm par rapport au repère. Tolérance de diamètre des trous : ±0,5 mm. »
2. Finition des bords
Ne laissez aucune place à l’interprétation en ce qui concerne la finition à l’intérieur de l’encoche.
Spécifications techniques : « Toutes les rainures de charnières, tous les trous de poignées et toutes les découpes pour la quincaillerie doivent être usinés par commande numérique (CNC). Les bords intérieurs des découpes doivent être polis à plat afin d’éliminer les micro-fissures. Les bords soudés ou meulés dans les rainures de charnières ne sont pas autorisés. »
3. L’exigence relative aux « oreilles de souris »
Si votre matériel le permet (ce qui est le cas de la plupart des charnières standard), imposez cette forme.
Spécifications techniques : « Les encoches des charnières doivent être de type « oreilles de souris » et comporter des rayons de décharge de contrainte internes (min. 8 mm) adaptés à la géométrie de la quincaillerie. Le fabricant doit vérifier la compatibilité avec le fichier DXF de la quincaillerie avant la production. »
4. Sécurité et certification
Assurez-vous que votre fabricant puisse prouver que son verre résiste aux chocs en toute sécurité.
Spécifications techniques : « Tout le verre trempé doit être fabriqué dans une usine certifiée ISO 9001 et être conforme à la norme CE EN 12150 en matière de résistance à la fragmentation et aux chocs. Le fournisseur doit fournir les rapports d’essais par lot sur demande. »
Normes mondiales en matière de conformité et de sécurité
When you import glass, you aren’t just buying a material; you are buying a safety guarantee.Normes mondiales en matière de conformité et de sécurité Même si les réglementations locales varient, les principes physiques qui régissent le verre de sécurité restent les mêmes partout dans le monde. Vous devez savoir que si une porte se casse, elle se désolidarisera en toute sécurité.
Chez Hexad, nous fabriquons nos produits dans le respect de normes internationales rigoureuses afin de garantir que notre verre réponde aux exigences de sécurité des marchés mondiaux.
1. CE Marking (EN 12150)

Il s’agit de la norme européenne de référence pour le « verre de sécurité en silicate sodocalcique trempé thermiquement ».
- What it tests: Much like American standards, EN 12150 mandates rigorous fragmentation tests.Il s’agit de la norme européenne de référence pour le « verre de sécurité en silicate sodocalcique trempé thermiquement ». Le verre est brisé dans un environnement contrôlé, puis les particules sont comptées.
- La norme de sécurité : pour être conforme, le verre doit se briser en petits morceaux arrondis plutôt qu’en longs éclats dangereux.
- Votre garantie : lorsque vous constatez que nos produits sont conformes à la norme CE, vous avez l’assurance que le verre a été conçu et testé pour réduire au minimum les risques de blessures en cas de bris.
2. ISO 9001 (Gestion de la qualité)
Alors que la norme CE porte sur le produit, la norme ISO 9001 porte sur le processus.
- Le problème de la régularité : n’importe qui peut fabriquer une belle pièce de verre. Le défi consiste à fabriquer 10 000 pièces identiques.
- La solution : notre certification ISO 9001 atteste que nous disposons d’un système de gestion de la qualité (SGQ) documenté et audité. Chaque lot de verre fait l’objet d’un suivi. Chaque réglage du four est consigné.
- Pourquoi c’est important pour vous : cela garantit la traçabilité. Si jamais vous rencontrez un problème sur site, nous pouvons remonter jusqu’à la caisse en question pour déterminer précisément la équipe de production et la recette de cuisson concernées, ce qui nous permet d’identifier immédiatement la cause profonde du problème.
Évaluer vos partenaires (l’entretien en 5 questions)
Lorsque vous recherchez un partenaire de fabrication, vous devez déterminer s’il s’agit d’un « découpeur » ou d’un « ingénieur ».
Voici cinq questions à poser lors de votre prochaine réunion avec vos fournisseurs, ainsi que les réponses que vous devriez obtenir.
Q1 : « Votre équipe d’ingénieurs peut-elle vérifier la compatibilité de notre matériel ? »
- La mauvaise réponse : « Envoyez-nous simplement les dimensions, nous découperons ce que vous voulez. »
- Réponse du partenaire : « Oui. Veuillez nous envoyer les fichiers CAO de vos charnières. Nous les superposerons aux plans du verre afin de nous assurer que les « oreilles de souris » s’adaptent parfaitement et que les jeux sont corrects. »

Q2 : « Quelle est votre procédure standard pour les encoches de charnières ? »
- La mauvaise réponse : « On les entaille à la main. » (Fuyez).
- Réponse du partenaire : « Nous les usinons sur un centre d’usinage vertical à commande numérique afin de garantir que les arêtes internes soient polies. »
Q3 : « Comment gérez-vous l’espacement entre les trous et les bords ? »
- La mauvaise réponse : « Nous pouvons percer le trou où vous voulez. »
- Réponse du partenaire : « Nous appliquons la règle du double de l’épaisseur. Si vous avez besoin d’un trou situé à moins de deux fois l’épaisseur du verre par rapport au bord, nous le signalerons pour examen, car cela augmente le risque de casse. »
Q4 : « Disposez-vous d’un cycle de lavage automatisé avant le recuit ? »
- Pourquoi est-ce important ? Les impuretés présentes sur le verre avant le trempage s’incrustent, créant des défauts de surface qui gâchent l’aspect d’une douche haut de gamme.
- Réponse du partenaire : « Oui, tout le verre passe dans une machine à laver horizontale à haute pression juste avant d’entrer dans le four. »
Q5 : « Comment vérifiez-vous la cohérence et la sécurité des produits ? »
- La mauvaise réponse : « On se contente de vérifier avant l’expédition. »
- Réponse du partenaire : « Nous sommes certifiés ISO 9001 pour le contrôle des processus, et notre verre est testé conformément à la norme CE EN 12150. Nous effectuons régulièrement des essais de fragmentation dans notre laboratoire afin de nous assurer que le refroidissement rapide dans le four est correctement réglé. »
FAQ et dépannage
Q : Mon installateur me dit que les « oreilles de souris » restent visibles une fois la charnière mise en place. Est-ce un défaut ?
R : Cela dépend de la taille de la plaque de fixation de la charnière. Les oreilles de souris standard sont conçues pour être recouvertes par des plaques de charnière standard de 5 cm. Cependant, si vous utilisez des charnières « mini », les pattes risquent de dépasser.
- La solution : C’est pourquoi nous demandons d’emblée le modèle du matériel. Nous pouvons ajuster le rayon de l’oreille de la souris afin qu’elle puisse se loger derrière des charnières plus petites tout en assurant la décharge des contraintes.

Q : Peut-on percer un trou après le trempage du verre ?
R : Absolument pas. Le verre trempé est soumis à une tension interne très élevée (souvent supérieure à 10 000 psi). Le fait de rompre la tension superficielle à l’aide d’un foret provoquera l’explosion instantanée de l’ensemble du panneau. Toutes les opérations de fabrication doivent être effectuées avant le passage au four.
Q : Quelle est la distance minimale entre deux trous (par exemple, pour une tringle à serviettes) ?
R : En règle générale, il est recommandé de multiplier l’épaisseur du verre par deux. Si vous utilisez du verre de 10 mm d’épaisseur, la largeur du pont en verre entre les deux trous doit être d’au moins 20 mm. Si la température est inférieure, le verre risque de se fissurer lors de la trempe.
Q : Pourquoi les poignées affleurantes coûtent-elles plus cher que les poignées à encastrer ?
R : Percer un trou est une opération simple. Une poignée affleurante nécessite de « fraiser » ou de creuser une cavité dans la surface du verre. Il s’agit d’une opération CNC qui prend beaucoup de temps et qui nécessite un contrôle minutieux de la profondeur afin que le verre ne devienne pas trop fin au fond de la cavité.
Q : Mon projet nécessite une documentation spécifique en matière de sécurité. Que pouvez-vous proposer ?
R : Nous fournissons l’intégralité des documents relatifs à la déclaration de performance (DoP) CE ainsi que les certificats ISO 9001. For specific projects, we can also share internal lab reports showing fragmentation counts (particle size analysis) to demonstrate that the safety performance meets or exceeds your local requirements.R : Nous fournissons l’intégralité des documents relatifs à la déclaration de performance (DoP) CE ainsi que les certificats ISO 9001.
Conclusion: Let’s Build PredictabilityPour certains projets spécifiques, nous pouvons également vous communiquer des rapports de laboratoire internes indiquant les taux de fragmentation (analyse granulométrique) afin de démontrer que les performances en matière de sécurité satisfont ou dépassent vos exigences locales.R : Nous fournissons l’intégralité des documents relatifs à la déclaration de performance (DoP) CE ainsi que les certificats ISO 9001.
Au final, votre objectif n’est pas seulement d’acheter du verre ; il s’agit de réaliser un projet irréprochable qui renforce votre réputation.

When you choose to prioritize CNC precision, Mouse Ear geometry, and collaborative engineering, you are making a strategic investment. You are paying a few cents more upfront to save hundreds of dollars in labor, warranty claims, and stress down the road.En privilégiant la précision de l’usinage CNC, la géométrie « Mouse Ear » et l’ingénierie collaborative, vous réalisez un investissement stratégique.
We want to be the partner that helps you make that decision.
Chez Hexad Industries, nous ne nous contentons pas de faire fonctionner des machines ; nous résolvons des problèmes. Nous vous invitons à considérer notre équipe d’ingénieurs comme une extension de la vôtre.
Prochaines étapes :
- Vérifiez vos plans : sortez les plans d’exécution de votre prochain projet. Les encoches sont-elles rectangulaires ou en forme d’oreilles de souris ? Les tolérances ont-elles été définies ?
- Envoyez-nous un échantillon : envoyez-nous quelques-uns de vos dessins. Nous effectuerons un contrôle technique gratuit afin de mettre en évidence tout point de tension ou problème d’ajustement potentiel avant même que vous ne passiez commande.