Em resumo: Por que é que isto é importante para o seu resultado líquido
- A causa principal: A maioria das falhas nos vidros de duche (afundamento, deslizamento, quebra espontânea) deve-se a recortes «mal feitos» e tolerâncias excessivas, e não a erros de instalação.
- A solução: a mudança para recortes em forma de «orelhas de rato» usinados por CNC bloqueia mecanicamente as dobradiças no lugar, eliminando a necessidade de juntas de fricção.
- O retorno do investimento: definir raios de filete adequados e arestas polidas custa apenas alguns cêntimos inicialmente, mas evita horas de ajustes dispendiosos no local e chamadas de assistência ao abrigo da garantia.

Introdução: A diferença entre o desenho e a porta
No mercado do vidro para edifícios comerciais e residências de luxo, existe um mito generalizado: “O vidro é um produto básico. Se as dimensões estiverem corretas, o vidro está certo.”
Como gestor de compras ou líder de projeto, sabe que isso não é verdade. Sabe que duas placas de vidro temperado de 12 mm podem parecer idênticas num desenho de oficina, mas comportam-se de forma completamente diferente quando são fixadas numa dobradiça. Uma porta instala-se em 20 minutos e funciona na perfeição durante uma década. O outro dá trabalho ao instalador durante uma hora, exige três visitas de assistência técnica para ajustar a folga e, por fim, parte-se «espontaneamente» dezoito meses depois.
A diferença não reside, normalmente, no próprio substrato de vidro float. Nem sequer é o forno de têmpera. A diferença está no recorte.
A geometria, a qualidade dos bordos e a tolerância posicional dos recortes para os acessórios são os principais fatores que determinam a durabilidade de uma porta de duche. No entanto, esta é a área mais frequentemente ignorada nas ordens de compra (POs) e nas fichas técnicas.

Na Hexad Industries, acreditamos que a relação entre um fabricante e um gestor de projetos deve ser uma parceria, e não uma transação. Não queremos apenas vender-lhe caixas de vidro; queremos ajudá-lo a eliminar os riscos do seu processo de instalação.
Este guia é o seu roteiro técnico. Vamos explicar em pormenor as razões físicas pelas quais as portas de duche se danificam, analisar a solução do recorte em forma de «orelha de rato», comparar métodos de fabrico e fornecer-lhe os argumentos exatos de que necessita para garantir um vidro de melhor qualidade para o seu próximo projeto.
A Física da Falha
Por que uma produção «suficientemente boa» destrói as margens de lucro
Para compreender por que razão a precisão é importante, temos de analisar como funciona, na prática, uma porta de duche sem moldura. Num sistema com caixilho, o metal suporta o vidro. Num sistema sem caixilhos, o vidro é a estrutura.
Sempre que um utilizador abre uma porta de duche pesada, de 10 mm ou 12 mm, está a exercer um torque sobre um braço de alavanca. Esse binário é transmitido inteiramente através de duas ou três pequenas dobradiças metálicas fixadas ao vidro.
O efeito de concentração de tensão
O vidro temperado é incrivelmente resistente à compressão (resistência superficial), mas altamente vulnerável à tensão e à carga pontual. Um recorte — seja um orifício para uma pega ou um entalhe para uma dobradiça — constitui uma ruptura na tensão superficial do vidro. Em termos de engenharia, trata-se de um «elevador de tensão».

Quando uma dobradiça é fixada numa ranhura com bordas irregulares, cantos afiados ou tolerâncias inadequadas, a carga mecânica não é distribuída uniformemente pelo vidro. Em vez disso, concentra-se nas imperfeições.
- Micro-fissuras: Se a borda do entalhe tiver sido retificada manualmente ou cortada com jato de água e não tiver sido polida, a superfície fica coberta de picos e vales microscópicos.
- O efeito de cunha: À medida que a dobradiça se flexiona, estas microfissuras penetram mais profundamente na zona de tensão do vidro.
- Falha retardada: É por isso que uma porta muitas vezes explode às 3 da manhã, quando ninguém está a tocá-la. Os danos ocorreram durante a fabricação ou a instalação, mas a fissura demorou meses a propagar-se até atingir o limite crítico.
O impacto económico no seu projeto
Para um gestor de projetos, estas falhas físicas traduzem-se diretamente em perdas económicas.
- Atrito na instalação: Se o recorte da dobradiça estiver 2 mm demasiado baixo, o instalador terá de calçar a porta, ajustar as cames até ao limite ou lixar a guia para impedir que esta arraste. Uma instalação que devia demorar 30 minutos acaba por se tornar uma luta de 90 minutos. Num projeto hoteleiro de 200 quartos, isso representa centenas de horas de trabalho perdidas.
- A reclamação sobre o «afundamento»: Esta é a queixa mais comum. A porta está instalada perfeitamente nivelada. Três meses depois, o proprietário queixa-se de que a porta está a roçar no passeio. Porquê? Porque a dobradiça deslocou-se no encaixe.
- Risco de reputação: Uma porta partida num hotel de luxo ou numa residência de luxo é um pesadelo em termos de responsabilidade civil.
A solução – O recorte em forma de «orelha de rato»
Se tiver de seguir apenas uma recomendação técnica deste guia, que seja esta: adote o padrão de recorte «Mouse Ear».
Embora os entalhes retangulares padrão sejam «aceitáveis» de acordo com as normas básicas do setor, são funcionalmente inferiores para vidros pesados e sem moldura. O «Mouse Ear» é o padrão profissional que defendemos na Hexad.
O que é um recorte em forma de orelha de rato?

Imagine um entalhe retangular padrão onde fica a placa da dobradiça. Agora, imagine fazer dois furos circulares nos cantos internos desse retângulo. A forma resultante assemelha-se à silhueta da cabeça de um rato.
Isto não é uma escolha estética — é uma escolha funcional.
Vantagem 1: Bloqueio geométrico (o efeito de encaixe)
Num encaixe retangular padrão, a dobradiça depende quase inteiramente do atrito das juntas para se manter no lugar. A borda do vidro é plana; a placa traseira da dobradiça é plana. A gravidade puxa a porta para baixo, e só o aperto dos parafusos impede que ela deslize.
Num recorte em forma de «orelha de rato», o corpo da dobradiça (que geralmente tem ombros arredondados) assenta no interior dos cantos arredondados do vidro. Na verdade, o vidro envolve o corpo da dobradiça.
- Resultado: A porta é travada mecanicamente na sua posição. A gravidade é contrariada pela geometria do vidro, e não apenas pelo atrito.
- A vantagem: Observamos uma redução significativa no número de chamadas de assistência técnica relacionadas com «portas que ficam soltas» quando os parceiros passam a utilizar as «orelhas de rato».
Vantagem 2: Distribuição de tensões

O vidro não gosta de cantos afiados. Um canto interno de 90 graus é um local propício para a acumulação de tensão. Ao adicionar as «orelhas», estamos, essencialmente, a aplicar um raio de filete grande ao canto.
- A física: Um raio maior distribui a tensão por uma área mais ampla, em vez de a concentrar num único ponto. Isto aumenta significativamente o nível de segurança da porta.
Explicação das metodologias de fabrico
Um desenho CAD só é tão bom quanto a máquina que o corta. Quando estiver a avaliar um parceiro de fabricação (como nós ou qualquer outro), é importante compreender como é que eles cortam o seu vidro.
Atualmente, existem três métodos principais utilizados na indústria. Compreender essa diferença é fundamental para redigir um caderno de encargos rigoroso.
Método 1: Processamento manual (perfuração e esmerilagem)
Este é o método tradicional. Um operador utiliza uma furadeira de coluna para fazer furos e uma lixadeira de cinta ou uma rebarbadora para cortar os entalhes.
- Vantagens: Baixo custo de investimento para a fábrica; rapidez em reparações pontuais.
- Contras: Depende em grande medida da competência humana.
- Desvio da broca: A broca pode desviar-se 1–2 mm antes de penetrar, o que provoca um desalinhamento.
- Raios inconsistentes: um canto pode ser agudo; o outro pode ser arredondado.
- Verificação do calor: O esmerilamento agressivo gera calor localizado, o que provoca microfraturas antes mesmo de o vidro chegar ao forno de têmpera.
- A nossa conclusão: Evite o processamento manual em projetos de cabines de duche sem moldura em grande escala. O risco de variação é demasiado elevado.
Método 2: Corte por jato de água

Um jato de água a alta pressão misturado com abrasivo de granada corta o vidro.
- As vantagens: Flexibilidade incrível. Pode cortar qualquer forma, por mais complexa que seja. Sem geração de calor.
- Os contras: A qualidade dos contornos.
- O corte por jato de água deixa um acabamento «fosco» ou mate. Ao microscópio, esta borda apresenta uma superfície rugosa, composta por milhares de minúsculas crateras de impacto causadas pelo material abrasivo.
- A menos que o fabricante realize uma etapa de polimento secundária (o que implica tempo e dinheiro), esta aresta áspera é mais frágil do que uma aresta polida.
- A nossa opinião: Excelente para formas personalizadas complexas, mas deve ser especificado com «polimento secundário» para os entalhes das dobradiças.
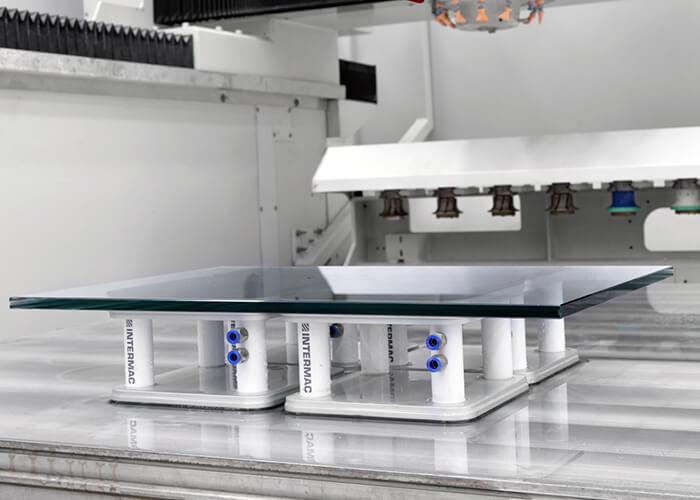
Método 3: Maquinação CNC (O padrão Hexad)
Trata-se de um grande centro de trabalho controlado por computador. O vidro é fixado por ventosas. Uma fresa com ponta de diamante faz o entalhe e, em seguida, um disco de polimento passa pelo mesmo trajeto para alisar a borda.
- As vantagens:
- Precisão: As tolerâncias de ±1,0 mm ou melhores são padrão.
- Acabamento polido do interior: A máquina CNC poliu o interior do entalhe como parte do ciclo. Isto elimina as microfissuras e deixa uma borda lisa e brilhante, altamente resistente ao impacto.
- Repetibilidade: A primeira porta e a milésima porta são idênticas.
- A nossa conclusão: Este é o único processo que recomendamos aos parceiros B2B que gerem projetos de grande volume. Oferece a previsibilidade de que os seus instaladores precisam.
A verificação da «realidade da instalação»
Por que é que passamos tanto tempo a falar de tolerâncias milimétricas? Porque sabemos o que acontece no local de trabalho quando cometemos um erro.
Vamos analisar um cenário que vemos com demasiada frequência quando os gestores de projeto tomam decisões de compra baseadas apenas no preço, sem verificar o método de fabrico.
O pesadelo da «sexta-feira à tarde»
A sua equipa de instalação chega ao local de renovação de um hotel às 14h00 de uma sexta-feira. Têm 10 portas para pendurar.
Porta n.º 1 (O vidro «económico»):
O fabricante utilizou perfuração manual. O entalhe da dobradiça superior foi cortado com 3 mm a mais de profundidade, e o entalhe inferior ficou 2 mm mais raso.
- A luta: O instalador pendura a porta. Está inclinado. A vedação magnética encosta na parte inferior, mas apresenta uma folga de 5 mm na parte superior.
- Solução: O instalador tem de desmontar a porta. Colocam calços de plástico no interior da dobradiça superior para empurrar a porta para fora. Apertam demasiado a dobradiça inferior, comprimindo a junta.
- A consequência: a porta parece estar bem, mas a dobradiça ficou agora presa num ângulo. A junta está amassada. Daqui a três meses, essa junta ficará deformada de forma permanente, a porta começará a soltar-se e o responsável pela manutenção do hotel irá contactá-lo.

Por #2 (O vidro «Hexad CNC»):
O vidro foi usinado por CNC utilizando o ficheiro DXF do fabricante do hardware.
- O procedimento: O instalador fixa as dobradiças. Eles levantam a porta. As «orelhas de rato» encaixam-se nos corpos das dobradiças.
- O resultado: a porta fica imediatamente nivelada. Os acabamentos são perfeitos. O instalador aperta os parafusos e passa para a divisão seguinte.
A matemática:
Se a «Porta n.º 1» demorar mais 45 minutos a ser aperfeiçoada e tiver 200 portas, acaba de perder 150 horas de trabalho. Esse custo é muito superior aos poucos cêntimos que talvez tenha poupado no preço unitário do vidro.
Nota da parceria: Quando discutimos as especificações consigo, o nosso objetivo é poupar-lhe essas 150 horas.
Como elaborar as suas especificações (O guia «copiar e colar»)
Como comprador B2B, a sua ferramenta mais poderosa é a ficha de especificações (ou os comentários na ordem de compra). É aqui que se garante a qualidade e se evita que os fornecedores economizem nos custos.
A seguir, apresentamos os requisitos técnicos exatos que recomendamos incluir nos seus contratos-tipo.
1. Tolerâncias geométricas
A norma ASTM C1048 (vidro plano tratado termicamente) permite tolerâncias bastante amplas. É preciso apertá-los para tomar banho.
Linguagem técnica: “Tolerância dimensional global de ±1,5 mm. Tolerância na localização dos recortes e orifícios para ferragens de ±1,0 mm em relação ao ponto de referência. Tolerância no diâmetro dos orifícios de ±0,5 mm.”
2. Acabamento das bordas
Nunca deixe margem para interpretações quanto ao acabamento no interior do entalhe.
Especificações técnicas: “Todos os entalhes das dobradiças, orifícios das pegas e recortes para ferragens devem ser usinados por CNC. As arestas internas dos recortes devem ser polidas até ficarem lisas, para remover microfraturas. Não são permitidas arestas com costuras ou retificadas nos entalhes das dobradiças.”
3. O requisito das «orelhas de rato»
Se o seu hardware for compatível (e a maioria das dobradiças padrão é), defina a forma.
Especificações técnicas: “Os entalhes das dobradiças devem ser do tipo ‘orelha de rato’, com raios internos de alívio de tensão (mín. 8 mm) que se adaptem à geometria dos acessórios. O fabricante deve verificar a compatibilidade com o ficheiro DXF dos acessórios antes da produção.”
4. Segurança e certificação
Certifique-se de que o seu fabricante pode comprovar que o vidro se comporta de forma segura em caso de impacto.
Especificações: «Todo o vidro temperado deve ser fabricado numa unidade certificada pela norma ISO 9001 e cumprir as normas CE EN 12150 relativas à resistência à fragmentação e ao impacto. O fornecedor deverá apresentar relatórios de ensaios por lote, mediante solicitação.»
Normas globais de conformidade e segurança
Quando importa vidro, não está apenas a comprar um material; está a comprar uma garantia de segurança. Embora os códigos locais variem, os princípios físicos do vidro de segurança permanecem os mesmos em todo o mundo. É importante saber que, se uma porta se partir, irá partir-se de forma segura.
Na Hexad, fabricamos de acordo com rigorosas normas internacionais para garantir que o nosso vidro cumpre os requisitos de segurança dos mercados globais.
1. Marcação CE (EN 12150)

Esta é a norma europeia de referência para o «vidro de segurança de silicato de sódio e cálcio temperado termicamente».
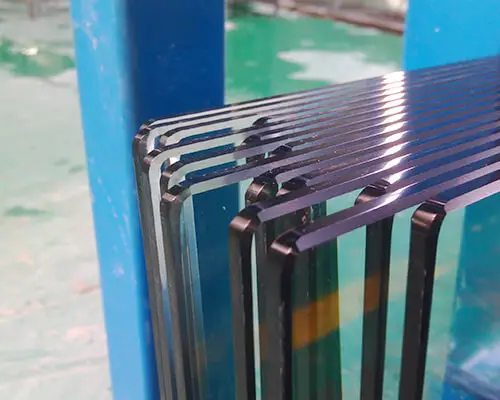
- O que avalia: Tal como as normas americanas, a norma EN 12150 exige testes rigorosos de fragmentação. O vidro é partido num ambiente controlado e as partículas são contadas.
- A norma de segurança: para ser aprovado, o vidro deve partir-se em pequenos «cubos» sem arestas, em vez de se fragmentar em cacos longos e perigosos.
- A sua garantia: Ao verificar a nossa conformidade com a norma CE, tem a certeza de que o vidro foi concebido e testado para minimizar o risco de lesões em caso de quebra.
2. ISO 9001 (Gestão da Qualidade)
Enquanto a CE avalia o produto, a ISO 9001 avalia o processo.
- O problema da consistência: Qualquer pessoa consegue fazer uma peça de vidro de boa qualidade. O desafio consiste em fabricar 10 000 peças idênticas.
- A solução: A nossa certificação ISO 9001 significa que dispomos de um Sistema de Gestão da Qualidade (SGQ) documentado e auditado. Cada lote de vidro é monitorizado. Todas as configurações do forno são registadas.
- Por que é importante para si: Permite a rastreabilidade. Se alguma vez tiver algum problema no local, podemos rastrear essa caixa específica até ao turno de produção e à receita do forno exatos, para identificar imediatamente a causa principal.
Como avaliar os seus parceiros (A entrevista de 5 perguntas)
Quando procura um parceiro de fabricação, deve determinar se se trata de um «operador de corte» ou de um «engenheiro».
Aqui estão cinco perguntas que deve fazer na sua próxima reunião com o fornecedor, bem como as respostas que deve procurar.
P1: «A vossa equipa de engenharia pode verificar a compatibilidade do nosso hardware?»
- A resposta errada: «Basta enviar-nos as medidas, nós cortamos o que quiser.»
- Resposta do parceiro: «Sim. Envie-nos os ficheiros CAD das suas dobradiças. Iremos sobrepor esses ficheiros aos desenhos do vidro para garantir que as «orelhas de rato» encaixam na perfeição e que as folgas estão corretas.»

P2: «Qual é o seu processo padrão para os entalhes das dobradiças?»
- A resposta errada: «Fazemos os entalhes à mão.» (Foge).
- Resposta do parceiro: «Processamo-los num centro de trabalho vertical CNC para garantir que as arestas internas fiquem polidas.»
P3: «Como é que se lida com o espaçamento entre o orifício e a borda?»
- A resposta errada: «Podemos fazer o buraco onde quiser.»
- Resposta do parceiro: «Seguimos a regra das 2x a espessura. Se for necessário fazer um orifício a uma distância inferior a 2x a espessura do vidro da borda, iremos assinalar o caso para revisão, uma vez que isso aumenta o risco de quebra.»
P4: «Existe um ciclo de lavagem automático antes do temperamento?»
- Por que isto é importante: Os resíduos presentes no vidro antes do processo de têmpera ficam incrustados, criando defeitos na superfície que prejudicam o aspeto de um chuveiro de alta qualidade.
- Resposta do parceiro: «Sim, todo o vidro passa por uma máquina de lavagem horizontal de alta pressão imediatamente antes de entrar no forno.»
P5: «Como é que verificam a consistência e a segurança dos produtos?»
- A resposta errada: «Nós apenas verificamos antes do envio.»
- Resposta do parceiro: «Possuímos a certificação ISO 9001 para controlo de processos e o nosso vidro é testado de acordo com as normas CE EN 12150. Realizamos testes regulares de fragmentação no nosso laboratório para garantir que o arrefecimento no forno está corretamente ajustado.»
Perguntas frequentes e resolução de problemas
P: O meu instalador diz que as «orelhas de rato» ficam visíveis depois de colocar a dobradiça. Isso é um defeito?
R: Depende do tamanho da placa de fixação da dobradiça. As orelhas padrão do rato foram concebidas para serem cobertas por placas de dobradiça padrão de 2 polegadas. No entanto, se estiver a usar dobradiças «mini», as abas podem ficar visíveis.
- A solução: É por isso que solicitamos o modelo do hardware logo no início. Podemos ajustar o raio da orelha do rato para que esta fique escondida atrás de dobradiças mais pequenas, sem deixar de proporcionar alívio de tensão.

P: É possível fazer um furo depois de o vidro ter sido temperado?
R: De modo algum. O vidro temperado está sujeito a uma enorme tensão interna (muitas vezes superior a 10 000 psi). Quebrar a tensão superficial com uma broca fará com que todo o painel exploda instantaneamente. Todo o trabalho de fabricação deve ser realizado antes do forno.
P: Qual é a distância mínima entre dois orifícios (por exemplo, para um toalheiro)?
R: Uma regra prática segura é o dobro da espessura do vidro. Se tiver vidro de 10 mm, a ponte de vidro entre os dois orifícios deve ter, pelo menos, 20 mm. Se for inferior a isso, o vidro fica sujeito a rachar durante o resfriamento rápido do processo de têmpera.
P: Por que é que os puxadores embutidos são mais caros do que os de furo?
R: Fazer um furo é uma operação simples de perfuração. Uma maçaneta embutida requer o «escareamento» ou a fresagem de um encaixe na superfície do vidro. Esta é uma operação CNC demorada que requer um controlo cuidadoso da profundidade, para que o vidro não fique demasiado fino na parte inferior do recorte.
P: O meu projeto requer documentação de segurança específica. O que pode oferecer?
R: Fornecemos a Declaração de Desempenho (DoP) CE completa e os certificados ISO 9001. Para projetos específicos, também podemos disponibilizar relatórios laboratoriais internos que apresentam os valores de fragmentação (análise granulométrica), a fim de demonstrar que o desempenho em termos de segurança cumpre ou excede os requisitos locais.
Conclusão: Vamos criar previsibilidade
No fim de contas, o seu objetivo não é apenas comprar vidro; é entregar um projeto impecável que valorize a sua reputação.

Ao optar por dar prioridade à precisão CNC, à geometria «Mouse Ear» e à engenharia colaborativa, está a fazer um investimento estratégico. Está a pagar alguns cêntimos a mais inicialmente para poupar centenas de dólares em mão-de-obra, reclamações de garantia e preocupações no futuro.
Queremos ser o parceiro que o ajuda a tomar essa decisão.
Na Hexad Industries, não nos limitamos a operar máquinas; resolvemos problemas. Convidamo-lo a considerar a nossa equipa de engenharia como uma extensão da sua própria.
Próximos passos:
- Analise os seus desenhos: Reúna os desenhos de execução do seu próximo projeto. Os entalhes são retangulares ou têm a forma de orelhas de rato? As tolerâncias estão definidas?
- Envie-nos uma amostra: Envie-nos um conjunto dos seus desenhos. Faremos uma análise técnica gratuita, identificando quaisquer potenciais pontos de tensão ou problemas de montagem antes mesmo de efetuar a encomenda.