In breve: perché è importante per il tuo conto economico
- La causa principale: la maggior parte dei guasti alle pareti in vetro per doccia (cedimenti, slittamenti, rotture spontanee) è dovuta a ritagli “approssimativi” e tolleranze troppo ampie, non a errori di installazione.
- La soluzione: il passaggio a ritagli a forma di “orecchie di topo” realizzati con lavorazione CNC blocca meccanicamente le cerniere in posizione, eliminando la necessità di guarnizioni di attrito.
- Il ritorno sull’investimento: specificare raggi di raccordo adeguati e bordi levigati comporta una spesa iniziale irrisoria, ma consente di evitare ore di costose rettifiche in cantiere e interventi in garanzia.

Introduzione: Il divario tra il disegno e la porta
Nel mercato del vetro per edifici commerciali e residenziali di lusso circola un mito molto diffuso: “Il vetro è un prodotto di massa. Se le dimensioni sono giuste, il vetro va bene.”
In qualità di responsabile dell’approvvigionamento o di responsabile di progetto, sai bene che non è vero. Sai bene che due lastre di vetro temperato da 12 mm possono sembrare identiche su un disegno tecnico, ma comportarsi in modo completamente diverso una volta montate su una cerniera. Una porta si installa in 20 minuti e funziona alla perfezione per un decennio. L’altro dà filo da torcere all’installatore per un’ora, richiede tre interventi di assistenza per regolare l’affossamento e alla fine si rompe “spontaneamente” diciotto mesi dopo.
La differenza di solito non sta nel substrato in vetro float stesso. Non è nemmeno il forno di tempra. La differenza sta nel ritaglio.
La geometria, la qualità dei bordi e la tolleranza di posizionamento dei fori per gli accessori sono i fattori che più di ogni altro determinano la durata di una porta per doccia. Eppure, questo è l’aspetto che più spesso viene trascurato negli ordini di acquisto (PO) e nelle schede tecniche.

Noi di Hexad Industries crediamo che il rapporto tra un produttore e un responsabile di progetto debba essere una collaborazione, non una semplice transazione. Non vogliamo semplicemente vendervi casse di vetro; vogliamo aiutarvi a eliminare i rischi dal vostro processo di installazione.
Questa guida è la tua tabella di marcia tecnica. Analizzeremo i motivi per cui le porte delle docce si rompono, esamineremo la soluzione del ritaglio a “orecchie di topo”, confronteremo i metodi di produzione e vi forniremo le indicazioni precise di cui avete bisogno per scegliere il vetro più adatto al vostro prossimo progetto.
La fisica del guasto
Perché una produzione “accaduta” distrugge i margini di profitto
Per capire perché la precisione è importante, dobbiamo vedere come funziona effettivamente una porta doccia senza telaio. In un sistema con telaio, il metallo sostiene il vetro. In un sistema senza telaio, il vetro costituisce la struttura.
Ogni volta che un utente apre una porta della doccia pesante, di 10 o 12 mm, esercita una coppia su un braccio di leva. Tale coppia viene trasmessa interamente tramite due o tre piccole cerniere metalliche fissate al vetro.
L’effetto di amplificazione delle sollecitazioni
Il vetro temperato è incredibilmente resistente alla compressione (resistenza superficiale), ma molto vulnerabile alla trazione e ai carichi puntuali. Un’apertura — che si tratti di un foro per una maniglia o di un’incavo per una cerniera — rappresenta un’interruzione della tensione superficiale del vetro. In termini ingegneristici, si tratta di un “concentratore di sollecitazioni”.

Quando una cerniera viene fissata su un’incavo con bordi irregolari, spigoli vivi o tolleranze inadeguate, il carico meccanico non viene distribuito uniformemente sul vetro. Si concentra invece sulle imperfezioni.
- Microcrepe: se il bordo dell’intaglio è stato levigato a mano o tagliato con un getto d’acqua e non è stato lucidato, la superficie presenta microscopiche irregolarità.
- L’effetto cuneo: quando la cerniera si flette, queste microfessurazioni si estendono più in profondità nella zona di tensione del vetro.
- Guasto ritardato: ecco perché spesso una porta esplode alle 3:00 del mattino, quando nessuno la sta toccando. Il danno si è verificato durante la fabbricazione o l’installazione, ma ci sono voluti mesi prima che la crepa si estendesse fino al limite critico.
L’impatto economico sul vostro progetto
Per un project manager, questi guasti tecnici si traducono direttamente in perdite economiche.
- Resistenza all’apertura: se l’incavo della cerniera è troppo basso di 2 mm, l’installatore deve spessorare la porta, regolare le camme al massimo o levigare il bordo per evitare che la porta si incastri. Un’installazione che dovrebbe durare 30 minuti si trasforma in una vera e propria odissea di 90 minuti. In un progetto alberghiero da 200 camere, ciò comporta centinaia di ore di lavoro perse.
- Il richiamo “Sag”: questa è la lamentela più comune. La porta è stata installata perfettamente a livello. Tre mesi dopo, il proprietario della casa si lamenta che la porta sfrega contro il cordolo. Perché? Perché la cerniera si è spostata nell’incavo.
- Rischio reputazionale: una porta sfondata in un hotel di lusso o in una residenza di pregio è un vero incubo dal punto di vista della responsabilità civile.
La soluzione: il ritaglio a forma di “orecchie di Topolino”
Se dovessi seguire un solo consiglio tecnico di questa guida, che sia questo: adotta lo standard di ritaglio “Mouse Ear”.
Sebbene le tacche rettangolari standard siano “accettabili” secondo gli standard di base del settore, dal punto di vista funzionale risultano inferiori nel caso di vetri pesanti senza telaio. Il “Mouse Ear” è lo standard professionale che promuoviamo in Hexad.
Che cos’è un “Mouse Ear Cutout”?

Immaginate una tacca rettangolare standard in cui si inserisce la piastra della cerniera. Ora, immagina di praticare due fori circolari agli angoli interni di quel rettangolo. La forma che ne risulta ricorda la sagoma della testa di un topo.
Non si tratta di una scelta estetica, ma di una scelta funzionale.
Vantaggio 1: Bloccaggio geometrico (effetto a incastro)
In una tacca rettangolare standard, la cerniera si mantiene in posizione quasi esclusivamente grazie all’attrito delle guarnizioni. Il bordo del vetro è piatto; la piastra posteriore della cerniera è piatta. La forza di gravità spinge la porta verso il basso, e solo la tensione delle viti le impedisce di scivolare.
In un taglio a “orecchio di topo”, il corpo della cerniera (che spesso presenta spalle arrotondate) si inserisce all’interno degli angoli smussati del vetro. Il vetro avvolge effettivamente il corpo della cerniera.
- Risultato: la porta viene bloccata meccanicamente in posizione. La forza di gravità viene contrastata dalla geometria del vetro, non solo dall’attrito.
- Il vantaggio: abbiamo riscontrato una drastica riduzione delle richieste di intervento per “porte che si abbassano” quando i nostri partner passano alle “orecchie di topo”.
Vantaggio 2: Distribuzione delle sollecitazioni

Il vetro non sopporta gli spigoli vivi. Un angolo interno a 90 gradi è un punto in cui si accumula facilmente la tensione. Aggiungendo le “orecchie”, in pratica stiamo applicando un ampio raggio di smussatura all’angolo.
- I principi fisici: un raggio maggiore distribuisce la sollecitazione su un’area più ampia, anziché concentrarla su un unico punto. Ciò aumenta notevolmente il fattore di sicurezza della porta.
Spiegazione delle metodologie di produzione
La qualità di un disegno CAD dipende interamente dalla macchina che lo realizza. Quando si valuta un partner per la lavorazione (come noi o chiunque altro), è necessario capire in che modo taglia il vetro.
Oggi nel settore si utilizzano principalmente tre metodi. Comprendere la differenza è fondamentale per redigere un capitolato d’appalto ben definito.
Metodo 1: Lavorazione manuale (foratura e rettifica)
Questo è il metodo tradizionale. Un operatore utilizza un trapano a colonna per praticare i fori e una levigatrice a nastro o una smerigliatrice angolare per realizzare le tacche.
- I vantaggi: bassi costi di investimento per lo stabilimento; rapidità nelle riparazioni puntuali.
- Gli svantaggi: dipende in larga misura dall’abilità umana.
- Movimento della punta: la punta può spostarsi di 1–2 mm prima di entrare nel materiale, causando un disallineamento.
- Raggi non uniformi: un angolo potrebbe essere acuto, mentre l’altro potrebbe essere arrotondato.
- Controlli termici: la molatura aggressiva genera un accumulo localizzato di calore, che provoca microfratture prima ancora che il vetro entri nel forno di tempra.
- Il nostro consiglio: evitate la lavorazione manuale nei progetti di docce senza telaio su larga scala. Il rischio di variazioni è troppo elevato.
Metodo 2: Taglio a getto d’acqua

Un getto d’acqua ad alta pressione miscelato con granato abrasivo taglia il vetro.
- I vantaggi: incredibile flessibilità. È in grado di tagliare qualsiasi forma, per quanto complessa. Nessuna generazione di calore.
- I contro: la qualità dei bordi.
- Il taglio a getto d’acqua conferisce una finitura “smerigliata” o opaca. Al microscopio, questo bordo appare ruvido ed è costituito da migliaia di minuscoli crateri da impatto causati dall’abrasivo.
- A meno che il produttore non esegua una fase di lucidatura secondaria (che richiede tempo e denaro), questo bordo grezzo è più fragile di uno levigato.
- Il nostro giudizio: eccellente per forme personalizzate complesse, ma è necessario specificare la “lucidatura secondaria” per le tacche delle cerniere.
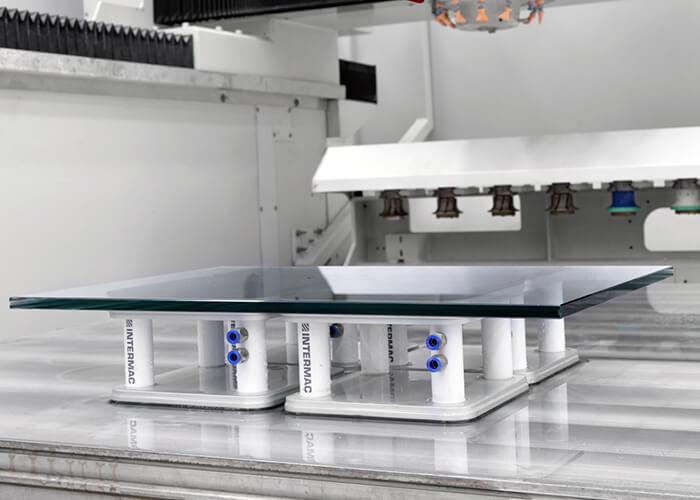
Metodo 3: Lavorazione CNC (lo standard Hexad)
Si tratta di un grande centro di lavoro controllato da computer. Il vetro è fissato tramite ventose. Un utensile di fresatura con punta diamantata esegue l’intaglio, dopodiché una mola di lucidatura percorre lo stesso tracciato per levigare il bordo.
- I vantaggi:
- Precisione: le tolleranze standard sono di ±1,0 mm o inferiori.
- Finitura interna: la macchina CNC lucida l’interno dell’intaglio come parte del ciclo. Questo elimina le microfessurazioni e lascia un bordo liscio e lucido, altamente resistente agli urti.
- Ripetibilità: la prima porta e la millesima porta sono identiche.
- Il nostro verdetto: questo è l’unico processo che consigliamo ai partner B2B che gestiscono progetti di grandi dimensioni. Garantisce la prevedibilità di cui i vostri installatori hanno bisogno.
Il controllo della “realtà dell’installazione”
Perché passiamo così tanto tempo a parlare di tolleranze millimetriche? Perché sappiamo bene cosa succede in cantiere quando commettiamo un errore.
Esaminiamo una situazione che si verifica fin troppo spesso quando i responsabili di progetto scelgono in base al solo prezzo, senza verificare il metodo di fabbricazione.
L’incubo del “venerdì pomeriggio”
Il vostro team di installatori arriva sul luogo dei lavori di ristrutturazione dell’hotel alle 14:00 di venerdì. Hanno 10 porte da montare.
Porta n. 1 (Il bicchiere “economico”):
Il costruttore ha eseguito la foratura manualmente. L’intaglio superiore della cerniera è troppo profondo di 3 mm, mentre quello inferiore è troppo superficiale di 2 mm.
- La scena: l’installatore appende la porta. Si inclina. La guarnizione magnetica aderisce alla parte inferiore, ma presenta uno spazio di 5 mm nella parte superiore.
- La soluzione: l’installatore deve smontare la porta. Aggiungono degli spessori di plastica all’interno della cerniera superiore per spingere la porta verso l’esterno. Stringono troppo la cerniera inferiore, comprimendo la guarnizione.
- Il risultato: la porta sembra a posto, ma la cerniera ora è inclinata. La guarnizione è schiacciata. Tra tre mesi quella guarnizione si deformerà in modo irreversibile, la porta inizierà a sfregare e il responsabile della manutenzione dell’hotel ti chiamerà.

Da #2 (Il vetro “Hexad CNC”):
Il vetro è stato lavorato con macchine a controllo numerico utilizzando il file DXF fornito dal produttore della ferramenta.
- Procedura: l’installatore monta le cerniere. Alzano la porta. Le “orecchie di Topolino” si agganciano ai corpi delle cerniere.
- Il risultato: la porta si allinea immediatamente. Le finiture sono perfette. L’installatore stringe le viti e passa alla stanza successiva.
I calcoli:
Se ci vogliono 45 minuti in più per rifinire la “porta n. 1” e hai 200 porte, hai appena perso 150 ore di lavoro. Quel costo fa impallidire i pochi centesimi che avresti potuto risparmiare sul prezzo unitario del vetro.
Nota per i partner: quando discutiamo con voi delle specifiche, il nostro obiettivo è quello di farvi risparmiare quelle 150 ore.
Come redigere le specifiche (la guida “copia-incolla”)
In qualità di acquirente B2B, il tuo strumento più potente è la scheda tecnica (o le note allegate all’ordine di acquisto). È così che garantisci la qualità ed eviti che i fornitori cerchino di risparmiare a tutti i costi.
Di seguito sono riportati i requisiti tecnici precisi che consigliamo di inserire nei vostri contratti standard.
1. Tolleranze geometriche
La norma ASTM C1048 (Vetro piano trattato termicamente) prevede tolleranze piuttosto ampie. Bisogna stringerli per fare la doccia.
Testo delle specifiche: “Tolleranza dimensionale complessiva ±1,5 mm. Tolleranza per l’apertura e la posizione dei fori degli elementi di fissaggio ±1,0 mm rispetto al piano di riferimento. Tolleranza del diametro dei fori ±0,5 mm.”
2. Lavorazione dei bordi e finitura
Non lasciare mai spazio a interpretazioni riguardo alla finitura all’interno dell’intaglio.
Specifiche tecniche: “Tutte le scanalature delle cerniere, i fori delle maniglie e gli incavi per la ferramenta devono essere lavorati con macchine a controllo numerico (CNC). I bordi interni degli incavi devono essere lucidati a specchio per eliminare eventuali microfratture. Non sono ammessi bordi smussati o levigati nelle scanalature delle cerniere.”
3. Il requisito delle «orecchie da topo»
Se il tuo hardware lo supporta (e la maggior parte delle cerniere standard lo fa), imposta la forma.
Specifiche tecniche: “Le tacche delle cerniere devono essere del tipo ‘Mouse Ear’ con raggi interni di scarico delle sollecitazioni (min. 8 mm) in linea con la geometria della ferramenta. Il produttore deve verificare la compatibilità con il file DXF della ferramenta prima della produzione.”
4. Sicurezza e certificazioni
Assicurati che il tuo produttore sia in grado di dimostrare che il vetro garantisce la sicurezza in caso di urto.
Specifiche tecniche: “Tutto il vetro temperato deve essere prodotto in uno stabilimento certificato ISO 9001 e soddisfare le norme CE EN 12150 in materia di resistenza alla frammentazione e agli urti. Il fornitore dovrà fornire, su richiesta, i rapporti di prova relativi ai singoli lotti.”
Standard globali di conformità e sicurezza
Quando importi il vetro, non stai semplicemente acquistando un materiale; stai acquistando una garanzia di sicurezza. Sebbene le normative locali possano variare, i principi fisici alla base del vetro di sicurezza rimangono gli stessi in tutto il mondo. È importante sapere che, in caso di rottura, la porta si bloccherà in modo sicuro.
Noi di Hexad produciamo nel rispetto di rigorosi standard internazionali per garantire che il nostro vetro soddisfi i requisiti di sicurezza dei mercati globali.
1. Marcatura CE (EN 12150)

Questo è lo standard di riferimento europeo per il «vetro di sicurezza in silicato di sodio e calce temperato termicamente».
- Cosa verifica: proprio come le norme americane, la norma EN 12150 prevede rigorose prove di frammentazione. Il vetro viene frantumato in un ambiente controllato e le particelle vengono contate.
- Lo standard di sicurezza: per superare il test, il vetro deve frantumarsi in piccoli “cubetti” smussati anziché in pericolose schegge allungate.
- La vostra garanzia: quando vedete la nostra certificazione CE, sapete che il vetro è stato progettato e testato per ridurre al minimo il rischio di lesioni in caso di rottura.
2. ISO 9001 (Gestione della qualità)
Mentre la certificazione CE verifica il prodotto, la norma ISO 9001 verifica il processo.
- Il problema della costanza: chiunque è in grado di realizzare un oggetto in vetro di qualità. La sfida consiste nel realizzare 10.000 pezzi identici.
- La soluzione: la nostra certificazione ISO 9001 attesta che disponiamo di un Sistema di Gestione della Qualità (SGQ) documentato e sottoposto a verifica. Ogni lotto di vetro viene monitorato. Ogni impostazione del forno viene registrata.
- Perché è importante per te: garantisce la tracciabilità. Se dovesse verificarsi un problema in loco, possiamo risalire a quel determinato contenitore fino al turno di produzione e alla ricetta del forno esatti, per individuare immediatamente la causa principale.
Valutare i propri partner (Il colloquio in 5 domande)
Quando si cerca un partner per la produzione, è necessario capire se si tratta di un “tagliatore” o di un “ingegnere”.
Ecco cinque domande da porre durante il tuo prossimo incontro con i fornitori e le risposte che dovresti cercare.
Domanda 1: “Il vostro team di ingegneri può verificare la compatibilità del nostro hardware?”
- La risposta sbagliata: “Basta che ci comunichiate le misure, noi taglieremo quello che volete.”
- Risposta del partner: “Sì. Vi preghiamo di inviarci i file CAD delle vostre cerniere. Li sovrapporremo ai disegni del vetro per assicurarci che le “orecchie” si adattino perfettamente e che le distanze siano corrette.”

Domanda 2: “Qual è la vostra procedura standard per le intagliature delle cerniere?”
- La risposta sbagliata: «Li intagliamo a mano.» (Scappa!).
- La risposta del partner: “Li lavoriamo su un centro di lavoro verticale a controllo numerico per garantire che i bordi interni siano levigati.”
Domanda 3: “Come gestisci la distanza tra i fori e i bordi?”
- La risposta sbagliata: “Possiamo mettere il foro dove vuoi.”
- Risposta del partner: “Seguiamo la regola del doppio dello spessore. Se è necessario praticare un foro a una distanza dal bordo inferiore al doppio dello spessore del vetro, lo segnaleremo per una verifica, poiché ciò aumenta il rischio di rottura.”
Domanda 4: “È previsto un ciclo di lavaggio automatico prima della tempra?”
- Perché è importante: I residui presenti sul vetro prima della tempra si fissano, creando difetti superficiali che compromettono l’aspetto di una doccia di alta gamma.
- Risposta del partner: “Sì, tutti i vetri vengono sottoposti a un lavaggio orizzontale ad alta pressione immediatamente prima di entrare nel forno.”
D5: “Come garantite l’uniformità e la sicurezza dei prodotti?”
- La risposta sbagliata: «Ci limitiamo a controllarlo prima della spedizione.»
- Risposta del partner: “Abbiamo ottenuto la certificazione ISO 9001 per il controllo dei processi e il nostro vetro è testato secondo le norme CE EN 12150. Eseguiamo regolarmente prove di frammentazione nel nostro laboratorio per garantire che il raffreddamento rapido nel forno sia regolato correttamente.”
Domande frequenti e risoluzione dei problemi
D: Il mio installatore dice che le “orecchie del topo” sono visibili dopo aver montato la cerniera. È un difetto?
R: Dipende dalle dimensioni della piastra di fissaggio della cerniera. Le orecchie standard del mouse sono progettate per essere coperte da piastre di cerniera standard da 2 pollici. Tuttavia, se si utilizzano cerniere “mini”, le alette potrebbero sporgere.
- La soluzione: Ecco perché chiediamo subito il modello dell’hardware. È possibile regolare il raggio dell’orecchio del mouse in modo che possa nascondersi dietro cerniere più piccole, garantendo comunque lo scarico delle sollecitazioni.

D: È possibile praticare un foro dopo che il vetro è stato temperato?
R: Assolutamente no. Il vetro temperato è sottoposto a un’enorme tensione interna (spesso superiore a 10.000 psi). Se si rompe la tensione superficiale con una punta da trapano, l’intero pannello esploderà all’istante. Tutte le operazioni di lavorazione devono avvenire prima del forno.
D: Qual è la distanza minima tra due fori (ad esempio, per un portasciugamani)?
R: Una regola empirica affidabile è il doppio dello spessore del vetro. Se il vetro è spesso 10 mm, la distanza tra i due fori deve essere di almeno 20 mm. Se il tempo è inferiore, il vetro rischia di rompersi durante la fase di tempra.
D: Perché i fori a filo costano di più rispetto ai fori standard?
R: La realizzazione di un foro è una semplice operazione di foratura. Per installare una maniglia a filo è necessario “svasare” o fresare una cavità nella superficie del vetro. Si tratta di un’operazione CNC che richiede molto tempo e un attento controllo della profondità, affinché il vetro non diventi troppo sottile sul fondo della cavità.
D: Il mio progetto richiede una documentazione specifica in materia di sicurezza. Cosa potete offrire?
R: Forniamo la documentazione completa relativa alla Dichiarazione di prestazione (DoP) CE e i certificati ISO 9001. Per progetti specifici, possiamo anche fornire rapporti di laboratorio interni che riportano i dati relativi alla frammentazione (analisi granulometrica) per dimostrare che i livelli di sicurezza soddisfano o superano i requisiti locali.
Conclusione: creiamo prevedibilità
In fin dei conti, il tuo obiettivo non è solo quello di acquistare il vetro, ma di realizzare un progetto impeccabile che rafforzi la tua reputazione.

Quando scegliete di dare priorità alla precisione CNC, alla geometria “Mouse Ear” e alla progettazione collaborativa, state effettuando un investimento strategico. Spendi qualche centesimo in più all’inizio per risparmiare centinaia di dollari in manodopera, richieste di intervento in garanzia e stress in futuro.
Vogliamo essere il partner che ti aiuta a prendere questa decisione.
Alla Hexad Industries non ci limitiamo a far funzionare i macchinari: risolviamo i problemi. Vi invitiamo a considerare il nostro team di ingegneri come un’estensione del vostro.
Prossimi passi:
- Controlla i tuoi disegni: recupera i disegni esecutivi del tuo prossimo progetto. Le tacche sono rettangolari o a forma di “orecchie di Topolino”? Sono state definite le tolleranze?
- Inviateci un campione: inviateci una serie dei vostri disegni. Effettueremo una verifica tecnica gratuita, individuando eventuali punti di stress o problemi di montaggio prima ancora che effettui l’ordine.