De un vistazo: Por qué esto es importante para tu cuenta de resultados
- La causa principal: la mayoría de los fallos en los mamparas de ducha (combarse, deslizarse, rotura espontánea) se deben a recortes «toscos» y tolerancias poco precisas, y no a errores de instalación.
- La solución: al pasar a utilizar recortes en forma de «orejas de ratón» mecanizados con CNC, las bisagras quedan fijadas mecánicamente en su sitio, lo que elimina la necesidad de utilizar juntas de fricción.
- El retorno de la inversión: especificar los radios de redondeo adecuados y los bordes pulidos supone un gasto mínimo inicial, pero evita horas de costosos ajustes in situ y reclamaciones de garantía.

Introducción: La diferencia entre el dibujo y la puerta
En el mercado del vidrio para edificios comerciales y viviendas de lujo existe un mito muy extendido: «El vidrio es un producto básico. Si las dimensiones son las correctas, el vidrio es el adecuado.»
Como responsable de compras o jefe de proyecto, sabes que eso no es cierto. Sabes que dos piezas de vidrio templado de 12 mm pueden parecer idénticas en un plano de taller, pero se comportan de forma totalmente diferente una vez que se colocan en una bisagra. Una puerta se instala en 20 minutos y funciona a la perfección durante una década. El otro le da problemas al instalador durante una hora, requiere tres visitas de servicio técnico para ajustar la holgura y, finalmente, se rompe «espontáneamente» dieciocho meses después.
La diferencia no suele estar en el sustrato de vidrio flotado en sí. Ni siquiera es el horno de templado. La diferencia está en el recorte.
La geometría, la calidad de los bordes y la tolerancia posicional de los recortes para los herrajes son los factores que más influyen en la durabilidad de una mampara de ducha. Sin embargo, este es el aspecto que más se suele pasar por alto en las órdenes de compra (PO) y las hojas de especificaciones.

En Hexad Industries creemos que la relación entre un fabricante y un jefe de proyecto debe ser una colaboración, no una simple transacción. No solo queremos venderle cajas de vidrio; queremos ayudarle a eliminar los riesgos de su proceso de instalación.
Esta guía es tu hoja de ruta técnica. Desglosaremos los motivos físicos por los que fallan las puertas de ducha, analizaremos la solución del recorte en forma de «oreja de ratón», compararemos métodos de fabricación y te proporcionaremos los argumentos exactos que necesitas para conseguir un vidrio de mejor calidad para tu próximo proyecto.
La física del fallo
Por qué una fabricación «suficientemente buena» reduce los márgenes de beneficio
Para entender por qué es importante la precisión, tenemos que fijarnos en cómo funciona realmente una mampara de ducha sin marco. En un sistema con marco, el metal sostiene el vidrio. En un sistema sin marco, el vidrio es la estructura.
Cada vez que un usuario abre una puerta de ducha pesada, de 10 mm o 12 mm, está ejerciendo un par de torsión sobre un brazo de palanca. Ese par se transmite íntegramente a través de dos o tres pequeñas bisagras metálicas fijadas al cristal.
El efecto de aumento de tensión
El vidrio templado es increíblemente resistente a la compresión (resistencia superficial), pero muy vulnerable a la tensión y a las cargas puntuales. Un recorte —ya sea un agujero para un tirador o una muesca para una bisagra— es una alteración de la tensión superficial del vidrio. En términos de ingeniería, se trata de un «concentrador de tensiones».

Cuando se fija una bisagra a una muesca con bordes irregulares, esquinas afiladas o tolerancias deficientes, la carga mecánica no se distribuye uniformemente a lo largo del vidrio. En cambio, se fija en las imperfecciones.
- Microgrietas: si el borde de la muesca se ha rectificado a mano o se ha cortado con chorro de agua y no se ha pulido, la superficie presenta picos y valles microscópicos.
- El efecto cuña: a medida que la bisagra se flexiona, estas microfisuras se adentran más en la zona de tensión del vidrio.
- Fallo diferido: por eso es por lo que una puerta suele reventar a las 3:00 de la madrugada, cuando nadie la está tocando. El daño se produjo durante la fabricación o la instalación, pero la grieta tardó meses en extenderse hasta alcanzar el límite crítico.
El impacto económico en su proyecto
Para un jefe de proyecto, estos fallos técnicos se traducen directamente en pérdidas económicas.
- Fricción durante la instalación: si el hueco de la bisagra está 2 mm demasiado bajo, el instalador debe calzar la puerta, ajustar las levas hasta el límite o lijar el borde inferior para evitar que se produzca fricción. Una instalación de 30 minutos se convierte en una odisea de 90 minutos. En un proyecto hotelero de 200 habitaciones, eso supone cientos de horas de trabajo perdidas.
- La queja más habitual: «Se hunde». La puerta está perfectamente nivelada. Tres meses después, el propietario se queja de que la puerta roza el bordillo. ¿Por qué? Porque la bisagra se desplazó dentro de la muesca.
- Riesgo reputacional: una puerta destrozada en un hotel de lujo o en una residencia de alta gama es una pesadilla en materia de responsabilidad civil.
La solución: el recorte en forma de «oreja de ratón»
Si solo vas a seguir una recomendación técnica de esta guía, que sea esta: adopta el estándar de recorte «Mouse Ear».
Aunque las muescas rectangulares estándar son «aceptables» según los estándares básicos del sector, resultan funcionalmente inferiores para el vidrio pesado sin marco. El «Mouse Ear» es el estándar profesional que defendemos en Hexad.
¿Qué es un corte en forma de oreja de ratón?

Imagina una muesca rectangular estándar donde se coloca la placa de la bisagra. Ahora, imagina que taladras dos agujeros circulares en las esquinas interiores de ese rectángulo. La forma resultante se asemeja a la silueta de la cabeza de un ratón.
No se trata de una elección estética, sino funcional.
Ventaja 1: Bloqueo geométrico (el efecto de encaje)
En una ranura rectangular estándar, la bisagra se mantiene en su sitio gracias, casi en su totalidad, a la fricción de las juntas. El borde del cristal es plano; la placa trasera de la bisagra es plana. La gravedad empuja la puerta hacia abajo, y solo la tensión de los tornillos evita que se deslice.
En un recorte tipo «oreja de ratón», el cuerpo de la bisagra (que suele tener los hombros redondeados) se aloja dentro de las esquinas redondeadas del cristal. De hecho, el cristal envuelve el cuerpo de la bisagra.
- Resultado: La puerta se bloquea mecánicamente en su posición. La geometría del cristal contrarresta la gravedad, no solo la fricción.
- La ventaja: observamos una reducción considerable de las reclamaciones por «puertas que se comban» cuando los socios pasan a utilizar las «orejas de ratón».
Ventaja 2: Distribución de la tensión

El cristal no soporta las esquinas afiladas. Una esquina interior de 90 grados es un punto ideal para que se acumulen tensiones. Al añadir las «orejas», lo que hacemos en esencia es añadir un radio de redondeo grande a la esquina.
- La física: un radio mayor distribuye la tensión sobre una superficie más amplia, en lugar de concentrarla en un solo punto. Esto aumenta considerablemente el nivel de seguridad de la puerta.
Explicación de las metodologías de fabricación
Un dibujo CAD es tan bueno como la máquina que lo corta. Cuando evalúes a un socio de fabricación (como nosotros o cualquier otro), debes saber cómo cortan el vidrio.
En la actualidad, se utilizan tres métodos principales en el sector. Comprender la diferencia es fundamental para redactar unas especificaciones concisas.
Método 1: Procesamiento manual (taladrado y rectificado)
Este es el método tradicional. El operario utiliza un taladro de columna para hacer agujeros y una lijadora de banda o una amoladora angular para cortar las muescas.
- Ventajas: bajo coste de inversión para la fábrica; rapidez en reparaciones puntuales.
- Inconvenientes: Depende en gran medida de la habilidad humana.
- Desvío de la broca: La broca puede desviarse entre 1 y 2 mm antes de penetrar, lo que provoca una desalineación.
- Radios irregulares: una esquina puede ser afilada, mientras que la otra puede ser redondeada.
- Comprobación del calor: el esmerilado agresivo genera calor localizado, lo que provoca microfracturas incluso antes de que el vidrio llegue al horno de templado.
- Nuestra recomendación: Evita el procesamiento manual en proyectos de duchas sin marco a gran escala. El riesgo de variación es demasiado alto.
Método 2: Corte por chorro de agua

Un chorro de agua a alta presión mezclado con abrasivo de granate corta el vidrio.
- Ventajas: Una flexibilidad increíble. Puede cortar cualquier forma, por muy compleja que sea. No genera calor.
- Los contras: La calidad de los bordes.
- El corte por chorro de agua deja un acabado «esmerilado» o mate. Al observarlo con el microscopio, este borde presenta una superficie rugosa, formada por miles de diminutos cráteres de impacto causados por el material abrasivo.
- A menos que el fabricante realice un paso de pulido adicional (lo cual requiere tiempo y dinero), este borde rugoso es más frágil que uno pulido.
- Nuestra opinión: Excelente para formas personalizadas complejas, pero es necesario especificar el «pulido secundario» para las muescas de las bisagras.
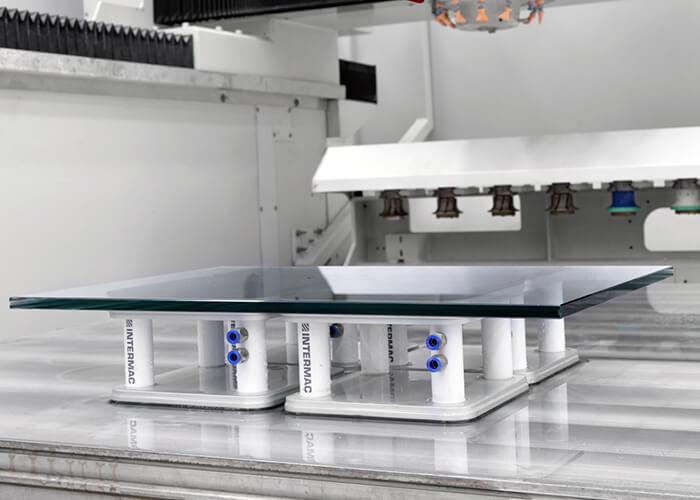
Método 3: Mecanizado CNC (el estándar de Hexad)
Se trata de un gran centro de trabajo controlado por ordenador. El cristal se sujeta mediante ventosas. Una fresa con punta de diamante realiza la muesca y, a continuación, una rueda de pulido recorre el mismo trazo para alisar el borde.
- Ventajas:
- Precisión: Las tolerancias estándar son de ±1,0 mm o mejores.
- Acabado interior pulido: La máquina CNC pule el interior de la muesca como parte del ciclo. Esto elimina las microfisuras y deja un borde liso y brillante que es muy resistente a los golpes.
- Repetibilidad: La primera puerta y la puerta número 1000 son idénticas.
- Nuestra conclusión: Este es el único proceso que recomendamos a los socios B2B que gestionan proyectos de gran volumen. Ofrece la previsibilidad que necesitan sus instaladores.
La «realidad de la instalación»
¿Por qué dedicamos tanto tiempo a hablar de tolerancias milimétricas? Porque sabemos lo que ocurre en la obra cuando cometemos un error.
Analicemos una situación que vemos con demasiada frecuencia cuando los jefes de proyecto eligen un producto basándose únicamente en el precio, sin comprobar el método de fabricación.
La pesadilla del «viernes por la tarde»
El equipo de instalación llega a las obras de renovación de un hotel a las 14:00 horas de un viernes. Tienen 10 puertas que colgar.
Puerta n.º 1 (el vaso «económico»):
El fabricante utilizó taladrado manual. La muesca superior de la bisagra está tallada 3 mm más profunda de lo debido, y la muesca inferior, 2 mm menos profunda de lo debido.
- La escena: el instalador cuelga la puerta. Se inclina. La junta magnética hace contacto en la parte inferior, pero deja un espacio de 5 mm en la parte superior.
- Solución: El instalador tiene que desmontar la puerta. Añaden cuñas de plástico dentro de la bisagra superior para empujar la puerta hacia fuera. Aprietan demasiado la bisagra inferior y comprimen la junta.
- El resultado: la puerta parece estar bien, pero ahora la bisagra queda torcida. La junta está aplastada. En tres meses, esa junta se deformará de forma permanente, la puerta se descarrilará y el responsable de mantenimiento del hotel te llamará.

Por #2 (El cristal «Hexad CNC»):
El cristal se mecanizó mediante CNC utilizando el archivo DXF del fabricante de los herrajes.
- El proceso: El instalador coloca las bisagras. Levantan la puerta. Las «orejas de ratón» se acoplan a los cuerpos de las bisagras.
- El resultado: la puerta queda perfectamente alineada al instante. Los acabados son perfectos. El instalador aprieta los tornillos y pasa a la siguiente habitación.
Las matemáticas:
Si «la puerta n.º 1» requiere 45 minutos adicionales para pulirla, y tienes 200 puertas, acabas de perder 150 horas de trabajo. Ese coste eclipsa con creces los céntimos que te habrías ahorrado en el precio unitario del vidrio.
Nota de colaboración: Cuando hablamos contigo sobre las especificaciones, nuestro objetivo es ahorrarte esas 150 horas.
Cómo elaborar tus especificaciones (la guía del «copiar y pegar»)
Como comprador B2B, tu herramienta más poderosa es la ficha técnica (o los comentarios de tu orden de compra). Así es como se garantiza la calidad y se evita que los proveedores escatimen en gastos.
A continuación se indican los requisitos técnicos exactos que recomendamos incluir en sus contratos tipo.
1. Tolerancias geométricas
La norma ASTM C1048 (vidrio plano tratado térmicamente) establece tolerancias bastante amplias. Hay que apretarlas para poder ducharse.
Especificaciones técnicas: «Tolerancia dimensional general: ±1,5 mm. Tolerancia de la ubicación de los orificios y los recortes para los herrajes: ±1,0 mm respecto al punto de referencia. Tolerancia del diámetro de los orificios: ±0,5 mm.»
2. Acabado de los bordes
No deje lugar a interpretaciones en cuanto al acabado del interior de la muesca.
Especificaciones técnicas: «Todas las muescas de las bisagras, los orificios de las manillas y los recortes para los herrajes deben mecanizarse mediante CNC. Los bordes internos de los recortes deben pulirse hasta quedar lisos para eliminar las microfracturas. No se permiten bordes con rebabas ni rectificados en las muescas de las bisagras.»
3. El requisito de las «orejas de ratón»
Si tu herraje lo permite (y la mayoría de las bisagras estándar lo hacen), elige esa forma.
Especificaciones técnicas: «Las muescas de las bisagras deberán ser del tipo «oreja de ratón», con radios internos de alivio de tensiones (mínimo 8 mm) que se adapten a la geometría de los herrajes. El fabricante deberá verificar la compatibilidad con los archivos DXF de los herrajes antes de iniciar la producción.»
4. Seguridad y certificación
Asegúrese de que su fabricante pueda demostrar que su vidrio se comporta de forma segura en caso de impacto.
Especificaciones: «Todo el vidrio templado deberá fabricarse en unas instalaciones con certificación ISO 9001 y cumplir con la norma CE EN 12150 en materia de resistencia a la fragmentación y al impacto. El proveedor deberá facilitar los informes de ensayo por lotes cuando se le soliciten.»
Normas internacionales de cumplimiento y seguridad
Cuando importas vidrio, no solo estás comprando un material, sino también una garantía de seguridad. Aunque las normativas locales varían, las propiedades físicas del vidrio de seguridad son las mismas en todo el mundo. Debes saber que, si una puerta se rompe, lo hará de forma segura.
En Hexad, fabricamos nuestros productos siguiendo rigurosas normas internacionales para garantizar que nuestro vidrio cumpla con los requisitos de seguridad de los mercados mundiales.
1. Marcado CE (EN 12150)

Esta es la norma de referencia europea para el «vidrio de seguridad de silicato de sodio y cal templado térmicamente».
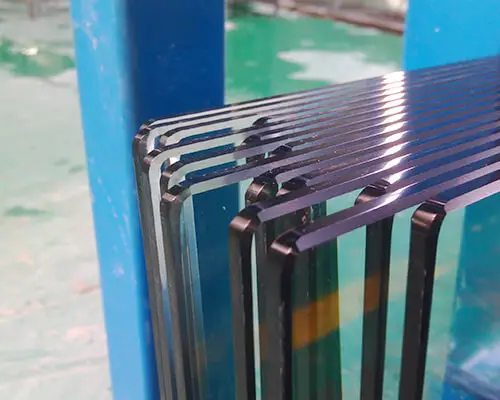
- Qué evalúa: Al igual que las normas estadounidenses, la norma EN 12150 exige rigurosas pruebas de fragmentación. El vidrio se rompe en un entorno controlado y se cuentan las partículas.
- La norma de seguridad: para superar la prueba, el vidrio debe romperse en pequeños «cubitos» de bordes redondeados, en lugar de en peligrosos fragmentos alargados.
- Su garantía: cuando vea nuestro certificado de conformidad CE, sabrá que el vidrio ha sido diseñado y probado para minimizar el riesgo de lesiones en caso de rotura.
2. ISO 9001 (Gestión de la calidad)
Mientras que la certificación CE evalúa el producto, la norma ISO 9001 evalúa el proceso.
- El problema de la consistencia: Cualquiera puede fabricar una pieza de cristal de buena calidad. El reto consiste en fabricar 10 000 piezas idénticas.
- La solución: Nuestra certificación ISO 9001 garantiza que contamos con un Sistema de Gestión de la Calidad (SGC) documentado y auditado. Se realiza un seguimiento de cada lote de vidrio. Se registra cada ajuste del horno.
- Por qué es importante para ti: ofrece trazabilidad. Si alguna vez surge algún problema en la planta, podemos rastrear esa caja concreta hasta el turno de producción y la receta del horno exactos para identificar la causa raíz de inmediato.
Cómo evaluar a tus socios (la entrevista de 5 preguntas)
Cuando buscas un socio para la fabricación, debes determinar si se trata de un «operario de corte» o de un «ingeniero».
Aquí tienes cinco preguntas que debes plantear en tu próxima reunión con los proveedores, y las respuestas que debes buscar.
P1: «¿Podría su equipo de ingeniería comprobar la compatibilidad de nuestro hardware?»
- La respuesta incorrecta: «Solo tienes que enviarnos las medidas y te cortaremos lo que quieras».
- Respuesta del socio: «Sí. Envíenos los archivos CAD de sus bisagras. Los superpondremos sobre los planos del cristal para asegurarnos de que las orejas de ratón encajan perfectamente y de que los espacios libres son los correctos».

Pregunta 2: «¿Cuál es su procedimiento habitual para las muescas de las bisagras?»
- La respuesta incorrecta: «Los marcamos a mano». (Sal corriendo).
- Respuesta del socio: «Los procesamos en un centro de trabajo vertical CNC para garantizar que los bordes internos queden pulidos».
Pregunta 3: «¿Cómo se gestiona la distancia entre el orificio y el borde?»
- La respuesta incorrecta: «Podemos hacer el agujero donde quieras».
- Respuesta del socio: «Seguimos la regla del doble del grosor. Si necesitas un orificio a menos de dos veces el grosor del vidrio del borde, lo marcaremos para su revisión, ya que aumenta el riesgo de rotura».
Pregunta 4: «¿Disponen de un ciclo de lavado automático antes del templado?»
- Por qué es importante: Los residuos que quedan en el cristal antes del templado se incrustan, creando defectos en la superficie que estropean el aspecto de una ducha de alta gama.
- Respuesta del socio: «Sí, todo el vidrio pasa por una lavadora horizontal de alta presión justo antes de entrar en el horno».
Pregunta 5: «¿Cómo se garantiza la uniformidad y la seguridad de los productos?»
- La respuesta incorrecta: «Solo lo revisamos antes de que salga de aquí».
- Respuesta del socio: «Contamos con la certificación ISO 9001 en materia de control de procesos, y nuestro vidrio se somete a pruebas conforme a la norma CE EN 12150. Realizamos pruebas periódicas de fragmentación en nuestro laboratorio para garantizar que el enfriamiento rápido en el horno se realiza correctamente».
Preguntas frecuentes y solución de problemas
P: Mi instalador dice que las «orejas de ratón» se ven una vez colocada la bisagra. ¿Es eso un defecto?
R: Depende del tamaño de la placa de la bisagra. Las orejas de ratón estándar están diseñadas para quedar cubiertas por placas de bisagra estándar de 2 pulgadas. Sin embargo, si utilizas bisagras «mini», es posible que las orejas sobresalgan.
- La solución: Por eso pedimos el modelo del hardware desde el principio. Podemos ajustar el radio de la oreja del ratón para que quede oculta tras bisagras más pequeñas sin dejar de aliviar la tensión.

P: ¿Se puede taladrar un agujero después de templar el vidrio?
R: Para nada. El vidrio templado se encuentra sometido a una enorme tensión interna (a menudo superior a 10 000 psi). Si se rompe la tensión superficial con una broca, todo el panel explotará al instante. Todo el proceso de fabricación debe realizarse antes del horno.
P: ¿Cuál es la distancia mínima entre dos orificios (por ejemplo, para un toallero)?
R: Una regla general segura es el doble del grosor del vidrio. Si el cristal tiene un grosor de 10 mm, la distancia entre los dos orificios debe ser de al menos 20 mm. Si el espesor es menor, el vidrio tiende a agrietarse durante el enfriamiento rápido del templado.
P: ¿Por qué los tiradores empotrados son más caros que los de superficie?
R: Un agujero es una operación de taladrado sencilla. Para instalar un tirador empotrado es necesario «avellanar» o fresar un hueco en la superficie del cristal. Se trata de una operación CNC que requiere mucho tiempo y un control minucioso de la profundidad para que el vidrio no quede demasiado fino en la parte inferior del hueco.
P: Mi proyecto requiere documentación específica sobre seguridad. ¿Qué puedes ofrecer?
R: Proporcionamos la documentación completa de la Declaración de Prestaciones (DoP) de la CE y los certificados ISO 9001. Para proyectos específicos, también podemos facilitar informes de laboratorio internos que recojan los recuentos de fragmentación (análisis del tamaño de las partículas) con el fin de demostrar que los niveles de seguridad cumplen o superan los requisitos locales.
Conclusión: Creemos previsibilidad
Al fin y al cabo, tu objetivo no es solo comprar vidrio, sino entregar un proyecto impecable que refuerce tu reputación.

Cuando decides dar prioridad a la precisión del CNC, la geometría «Mouse Ear» y la ingeniería colaborativa, estás realizando una inversión estratégica. Estás pagando unos céntimos más al principio para ahorrarte cientos de dólares en mano de obra, reclamaciones de garantía y preocupaciones más adelante.
Queremos ser el socio que te ayude a tomar esa decisión.
En Hexad Industries, no solo ponemos en marcha máquinas; resolvemos problemas. Te invitamos a que consideres a nuestro equipo de ingeniería como una extensión del tuyo.
Próximos pasos:
- Revisa tus planos: Saca los planos de taller de tu próximo proyecto. ¿Las muescas son rectangulares o tienen forma de «orejas de ratón»? ¿Se han definido las tolerancias?
- Envíenos una muestra: envíenos una serie de sus planos. Realizaremos una revisión técnica gratuita en la que señalaremos cualquier posible punto de tensión o problema de ajuste antes incluso de que realice el pedido.