Auf einen Blick: Warum dies für Ihre Gewinn- und Verlustrechnung von Bedeutung ist
- Die eigentliche Ursache: Die meisten Defekte an Duschwänden (Durchhängen, Verrutschen, spontaner Bruch) sind auf „grobe“ Ausschnitte und zu große Toleranzen zurückzuführen, nicht auf Montagefehler.
- Die Lösung: Durch den Wechsel zu CNC-gefrästen „Mouse Ear“-Aussparungen werden die Scharniere mechanisch arretiert, wodurch die Notwendigkeit von Reibungsdichtungen entfällt.
- Der ROI: Die Festlegung geeigneter Verrundungsradien und polierter Kanten kostet im Vorfeld nur wenige Cent, erspart jedoch stundenlange, kostspielige Anpassungen vor Ort und Reklamationen im Rahmen der Gewährleistung.

Einleitung: Die Kluft zwischen Zeichnung und Tür
Auf dem Markt für Glas für gewerbliche und hochwertige Wohnbauten hält sich hartnäckig ein Mythos: „Glas ist ein Massenprodukt. Wenn die Maße stimmen, ist das Glas in Ordnung.“
Als Beschaffungsmanager oder Projektleiter wissen Sie, dass das nicht stimmt. Sie wissen ja, dass zwei Scheiben aus 12 mm starkem Hartglas auf einer Werkstattzeichnung identisch aussehen können, sich aber völlig unterschiedlich verhalten, sobald sie an einem Scharnier aufgehängt sind. Eine Tür ist in 20 Minuten eingebaut und funktioniert ein Jahrzehnt lang einwandfrei. Das andere Modell bereitet dem Monteur eine Stunde lang Kopfzerbrechen, erfordert drei Serviceeinsätze zur Anpassung der Durchbiegung und zerbricht schließlich achtzehn Monate später „spontan“.
Der Unterschied liegt in der Regel nicht im Floatglas-Substrat selbst. Es ist nicht einmal der Temperierofen. Der Unterschied liegt in der Aussparung.
Die Geometrie, die Kantenqualität und die Positionstoleranz der Beschlagausschnitte sind die wichtigsten Faktoren für die Langlebigkeit einer Duschtür. Dennoch ist dies der Bereich, der in Bestellungen und Lastenheften am häufigsten übersehen wird.

Wir bei Hexad Industries sind der Überzeugung, dass die Beziehung zwischen einem Hersteller und einem Projektmanager eine Partnerschaft sein sollte und keine reine Geschäftsbeziehung. Wir möchten Ihnen nicht einfach nur Glaskisten verkaufen, sondern Ihnen dabei helfen, Risiken aus Ihrem Installationsprozess zu eliminieren.
Dieser Leitfaden ist Ihr technischer Fahrplan. Wir werden die physikalischen Ursachen für das Versagen von Duschkabinentüren aufschlüsseln, die „Mouse Ear“-Ausschnittlösung analysieren, Fertigungsmethoden vergleichen und Ihnen die genauen Formulierungen an die Hand geben, die Sie benötigen, um für Ihr nächstes Projekt hochwertigeres Glas zu erhalten.
Die Physik des Versagens
Warum eine „ausreichend gute“ Fertigung die Gewinnmargen zerstört
Um zu verstehen, warum Präzision so wichtig ist, müssen wir uns ansehen, wie eine rahmenlose Duschtür eigentlich funktioniert. Bei einem Rahmensystem stützt das Metall das Glas. Bei einem rahmenlosen System bildet das Glas die Konstruktion.
Jedes Mal, wenn ein Benutzer eine schwere, 10 mm oder 12 mm dicke Duschtür öffnet, übt er ein Drehmoment auf einen Hebelarm aus. Dieses Drehmoment wird vollständig über zwei oder drei kleine Metallscharniere übertragen, die am Glas befestigt sind.
Der Spannungsverstärkungseffekt
Gehärtetes Glas ist unglaublich druckfest (Oberflächenfestigkeit), jedoch sehr anfällig für Zugkräfte und Punktbelastungen. Ein Ausschnitt – sei es ein Loch für einen Griff oder eine Aussparung für ein Scharnier – stellt eine Unterbrechung der Oberflächenspannung des Glases dar. In der Technik spricht man hier von einem „Spannungskonzentrator“.

When a hinge is clamped onto a notch with rough edges, sharp corners, or poor tolerances, the mechanical load doesn’t flow smoothly through the glass. Stattdessen konzentriert es sich auf die Unvollkommenheiten.
- Micro-cracks: If the edge of the notch was ground by hand or cut with a waterjet and not polished, the surface is covered in microscopic peaks and valleys.Stattdessen konzentriert es sich auf die Unvollkommenheiten.
- Der Keileffekt: Wenn sich das Scharnier verbiegt, dringen diese Mikrorisse tiefer in die Zugzone des Glases ein.
- Verzögerter Ausfall: Das ist der Grund, warum eine Tür oft um 3 Uhr morgens explodiert, obwohl niemand sie berührt. Der Schaden entstand bereits bei der Herstellung oder Montage, doch es dauerte Monate, bis sich der Riss bis zur kritischen Grenze ausbreitete.
Die wirtschaftlichen Auswirkungen auf Ihr Projekt
Für einen Projektleiter bedeuten diese technischen Ausfälle unmittelbar wirtschaftliche Verluste.
- Reibung beim Einbau: Wenn die Aussparung für das Scharnier 2 mm zu tief ist, muss der Monteur die Tür unterlegen, die Nocken bis zum Anschlag einstellen oder die Dichtung abschleifen, damit sie nicht schleift. Aus einer 30-minütigen Installation wird ein 90-minütiger Kampf. Bei einem Hotelprojekt mit 200 Zimmern bedeutet das einen Arbeitsausfall von Hunderten von Stunden.
- Der „Sag“-Rückruf: Das ist die häufigste Beschwerde. Eine Tür wird absolut waagerecht eingebaut. Drei Monate später beschwert sich der Hausbesitzer, dass die Tür am Bordstein reibt. Warum? Weil sich das Scharnier in der Aussparung verschoben hat.
- Reputationsrisiko: Eine zerbrochene Tür in einem Luxushotel oder einer hochwertigen Wohnanlage ist ein Albtraum für die Haftung.
Die Lösung – Der „Mausohr“-Ausschnitt
Wenn Sie nur einen technischen Tipp aus diesem Leitfaden beherzigen, dann sollte es dieser sein: Führen Sie den „Mouse Ear“-Ausschnittstandard ein.
Zwar gelten herkömmliche rechteckige Aussparungen nach den grundlegenden Industriestandards als „akzeptabel“, doch sind sie für schweres, rahmenloses Glas funktional minderwertig. Das „Mausohr“ ist der professionelle Standard, für den wir bei Hexad eintreten.
Was ist ein „Mouse Ear“-Ausschnitt?

Stellen Sie sich eine gewöhnliche rechteckige Aussparung vor, in der die Scharnierplatte sitzt. Stellen Sie sich nun vor, Sie bohren zwei runde Löcher an den inneren Ecken dieses Rechtecks. Die entstandene Form sieht aus wie die Silhouette eines Mäusekopfes.
Das ist keine ästhetische Entscheidung – es ist eine funktionale.
Vorteil 1: Geometrische Verriegelung (der Sockel-Effekt)
Bei einer herkömmlichen rechteckigen Aussparung hält das Scharnier fast ausschließlich durch die Reibung der Dichtungen an seinem Platz. Die Glaskante ist flach; die Scharnierrückplatte ist flach. Die Schwerkraft zieht die Tür nach unten, und nur der feste Sitz der Schrauben verhindert, dass sie herunterrutscht.
Bei einem „Mouse Ear“-Ausschnitt sitzt der Scharnierkörper (der oft abgerundete Schultern aufweist) innerhalb der abgerundeten Ecken der Scheibe. Das Glas umschließt den Scharnierkörper tatsächlich.
- Das Ergebnis: Die Tür wird mechanisch in Position verriegelt. Der Schwerkraft wirkt die Geometrie des Glases entgegen, nicht nur die Reibung.
- Der Vorteil: Wir verzeichnen einen massiven Rückgang der Reklamationen wegen „durchhängender Türen“, wenn unsere Partner auf Mouse Ears umsteigen.
Advantage 2: Stress DistributionDer Vorteil: Wir verzeichnen einen massiven Rückgang der Reklamationen wegen „durchhängender Türen“, wenn unsere Partner auf Mouse Ears umsteigen.

Glas verträgt keine scharfen Kanten. Eine 90-Grad-Innenecke ist ein idealer Ort, an dem sich Spannungen aufbauen können. Durch das Hinzufügen der „Ohren“ fügen wir der Ecke im Grunde einen großen Verrundungsradius hinzu.
- Die physikalischen Grundlagen: Ein größerer Radius verteilt die Belastung auf eine größere Fläche, anstatt sie auf einen einzigen Punkt zu konzentrieren. Dadurch wird die Sicherheit der Tür erheblich erhöht.
Fertigungsmethoden erklärt
Eine CAD-Zeichnung ist nur so gut wie die Maschine, die sie schneidet. Wenn Sie einen Fertigungspartner (wie uns oder einen anderen Anbieter) prüfen, müssen Sie wissen, wie dieser Ihr Glas schneidet.
In der Branche werden heute vor allem drei Methoden angewendet. Den Unterschied zu verstehen, ist entscheidend für das Verfassen einer präzisen Spezifikation.
Methode 1: Manuelle Bearbeitung (Bohren und Schleifen)
Das ist die traditionelle Methode. Ein Arbeiter bohrt mit einer Standbohrmaschine Löcher und schneidet die Aussparungen mit einem Bandschleifer oder einem Winkelschleifer.
- Die Vorteile: Geringe Investitionskosten für die Fabrik; schnelle Durchführung von Einzelreparaturen.
- Die Nachteile: Es hängt stark von den Fähigkeiten des Menschen ab.
- Bohrgang: Der Bohrer kann vor dem Einbohren um 1–2 mm verrutschen, was zu einer Fehlausrichtung führt.
- Uneinheitliche Radien: Eine Ecke kann scharfkantig sein, die andere hingegen abgerundet.
- Wärmeprüfungen: Durch aggressives Schleifen entsteht lokale Wärme, die zu Mikrorissen führt, noch bevor das Glas in den Härtungsofen gelangt.
- Unser Fazit: Vermeiden Sie bei großvolumigen Projekten mit rahmenlosen Duschkabinen die manuelle Verarbeitung. Das Risiko von Abweichungen ist zu hoch.
Methode 2: Wasserstrahlschneiden

Ein Hochdruckwasserstrahl, der mit Granat-Schleifmittel versetzt ist, schneidet das Glas.
- Die Vorteile: Unglaubliche Flexibilität. Kann jede beliebige Form schneiden, egal wie komplex sie ist. No heat generation.
- Die Nachteile: Die Kantenqualität.
- A waterjet cut leaves a „frosted“ or matte finish. Unter dem Mikroskop erscheint diese Kante rau und besteht aus Tausenden winziger Einschlagkrater, die durch das Schleifmittel entstanden sind.
- Sofern der Hersteller keinen zusätzlichen Polierschritt durchführt (was Zeit und Geld kostet), ist diese raue Kante weniger stabil als eine polierte Kante.
- Unser Fazit: Hervorragend geeignet für komplexe Sonderformen, muss jedoch mit „sekundärem Polieren“ für Scharnieraussparungen angegeben werden.
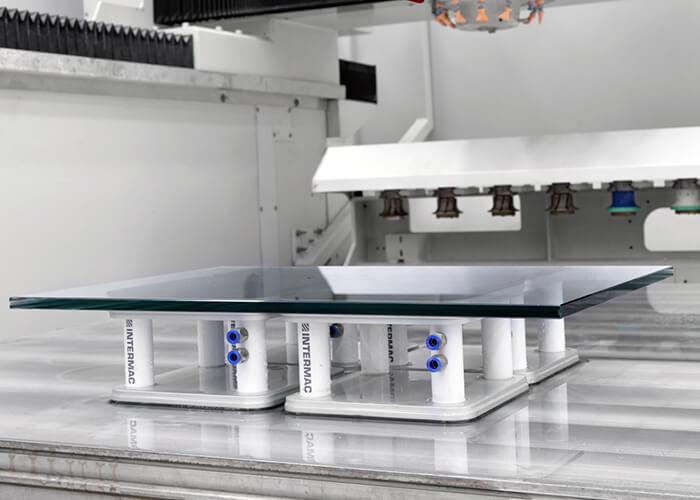
Methode 3: CNC-Bearbeitung (der Hexad-Standard)
Dabei kommt ein großer, computergesteuerter Arbeitsplatz zum Einsatz. Das Glas wird durch Saugnäpfe festgehalten. Ein Fräser mit Diamantspitze schneidet die Kerbe, und anschließend fährt eine Polierscheibe über dieselbe Bahn, um die Kante zu glätten.
- Die Vorteile:
- Genauigkeit: Toleranzen von ±1,0 mm oder besser sind Standard.
- Polierte Innenflächen: Die CNC-Maschine poliert im Rahmen des Arbeitszyklus die Innenseite der Aussparung. Dadurch werden die Mikrorisse beseitigt und es entsteht eine glatte, glänzende Kante, die äußerst stoßfest ist.
- Wiederholbarkeit: Die erste Tür und die 1.000. Tür sind identisch.
- Unser Fazit: Dies ist der einzige Prozess, den wir B2B-Partnern für die Abwicklung von Großprojekten empfehlen. Unser Fazit: Dies ist der einzige Prozess, den wir B2B-Partnern für die Abwicklung von Großprojekten empfehlen.
Der „Installations-Realitätscheck“
Warum verbringen wir so viel Zeit damit, über Millimetertoleranzen zu sprechen? Denn wir wissen, was auf der Baustelle passiert, wenn wir einen Fehler machen.
Lassen Sie uns ein Szenario durchgehen, das wir nur allzu oft erleben, wenn Projektmanager ihre Kaufentscheidung allein vom Preis abhängig machen, ohne die Fertigungsmethode zu prüfen.
Der Albtraum vom „Freitagnachmittag“
Ihr Montageteam trifft an einem Freitag um 14:00 Uhr auf der Baustelle eines Hotelumbaus ein. Sie müssen 10 Türen aufhängen.
Tür Nr. 1 (das „Budget“-Glas):
Der Hersteller hat manuell gebohrt. Die obere Scharnierkerbe ist 3 mm zu tief, die untere hingegen 2 mm zu flach.
- Die Szene: Der Monteur hängt die Tür ein. Es neigt sich. Die Magnetdichtung liegt unten an, weist oben jedoch einen Spalt von 5 mm auf.
- Die Lösung: Der Monteur muss die Tür aushängen. Sie legen Kunststoffunterlegscheiben in das obere Scharnier ein, um die Tür nach außen zu drücken. They over-tighten the bottom hinge to compress the gasket.Sie legen Kunststoffunterlegscheiben in das obere Scharnier ein, um die Tür nach außen zu drücken.
- Die Folge: Die Tür sieht zwar in Ordnung aus, aber das Scharnier sitzt nun schräg. Die Dichtung ist gequetscht. In drei Monaten wird sich diese Dichtung dauerhaft verformen, die Tür wird klemmen, und der Hausmeister des Hotels wird Sie anrufen.

Von #2 (Das „Hexad CNC“-Glas):
Das Glas wurde anhand der DXF-Datei des Beschlagherstellers CNC-gefräst.
- Der Ablauf: Der Monteur bringt die Scharniere an. Sie heben die Tür an. Die „Mausohren“ rasten in die Scharnierkörper ein.
- Das Ergebnis: Die Tür hängt sofort lotrecht. Die Einfassungen sind perfekt. Der Monteur zieht die Schrauben fest und begibt sich in den nächsten Raum.
Die Mathematik:
Wenn die Feinabstimmung von „Tür Nr. 1“ zusätzliche 45 Minuten in Anspruch nimmt und Sie 200 Türen haben, haben Sie gerade 150 Arbeitsstunden verloren. Diese Kosten stellen die paar Cent, die Sie vielleicht beim Stückpreis für das Glas gespart haben, völlig in den Schatten.
Hinweis für Partner: Wenn wir mit Ihnen die Spezifikationen besprechen, ist es unser Ziel, Ihnen diese 150 Stunden zu ersparen.
Erstellen Ihrer Spezifikation (Die „Kopieren-Einfügen“-Anleitung)
Als B2B-Einkäufer ist Ihr Leistungsblatt (oder Ihre Anmerkungen zur Bestellung) Ihr wirksamstes Instrument. Auf diese Weise sichern Sie sich Qualität und verhindern, dass Anbieter an der Qualität sparen.
Nachfolgend finden Sie die genauen technischen Anforderungen, die wir Ihnen empfehlen, in Ihre Standardverträge aufzunehmen.
1. Geometrische Toleranzen
Die Norm ASTM C1048 (wärmebehandeltes Flachglas) sieht relativ großzügige Toleranzen vor. Für die Dusche musst du sie festziehen.
Spezifikationssprache: „Gesamtmaßtoleranz ±1,5 mm. Toleranz für Ausschnitte und Lochpositionen der Beschläge ±1,0 mm vom Bezugspunkt. Toleranz für Lochdurchmesser ±0,5 mm.“
2. Kantenbearbeitung und Endbearbeitung
Lassen Sie keinen Interpretationsspielraum hinsichtlich der Oberflächenbeschaffenheit innerhalb der Kerbe.
Spezifikationstext: „Alle Scharnieraussparungen, Griffbohrungen und Ausschnitte für Beschläge müssen CNC-gefräst sein. Die Innenkanten der Ausschnitte müssen glatt poliert werden, um Mikrorisse zu beseitigen. Gefaste oder geschliffene Kanten in Scharnieraussparungen sind nicht zulässig.“
3. Die „Mausohr“-Anforderung
Wenn Ihre Hardware dies unterstützt (was bei den meisten Standardscharnieren der Fall ist), legen Sie die Form fest.
Spezifikationssprache: „Die Scharnieraussparungen müssen im ‚Mouse Ear‘-Stil mit innenliegenden Entlastungsradien (mind. 8 mm) ausgeführt werden, die der Geometrie der Beschläge entsprechen. Der Hersteller hat vor der Produktion die Kompatibilität mit den DXF-Dateien der Beschläge zu überprüfen.“
4. Sicherheit und Zertifizierung
Vergewissern Sie sich, dass Ihr Hersteller nachweisen kann, dass sein Glas bei einem Aufprall sicher reagiert.
Spezifikationstext: „Jegliches gehärtetes Glas muss in einem nach ISO 9001 zertifizierten Werk hergestellt werden und die Anforderungen der Norm CE EN 12150 hinsichtlich Splitter- und Schlagfestigkeit erfüllen. Der Lieferant hat auf Anfrage Chargenprüfberichte vorzulegen.“
Weltweite Compliance- und Sicherheitsstandards
Wenn Sie Glas importieren, kaufen Sie nicht nur ein Material, sondern auch eine Sicherheitsgarantie. Auch wenn die örtlichen Vorschriften variieren, gelten die physikalischen Eigenschaften von Sicherheitsglas weltweit einheitlich. Sie müssen wissen, dass eine Tür, wenn sie kaputtgeht, auf sichere Weise versagt.
Bei Hexad fertigen wir nach strengen internationalen Standards, um sicherzustellen, dass unser Glas den Sicherheitsanforderungen der weltweiten Märkte entspricht.
1. CE-Kennzeichnung (EN 12150)

Dies ist der europäische Goldstandard für „thermisch vorgespanntes Kalk-Natron-Sicherheitsglas“.
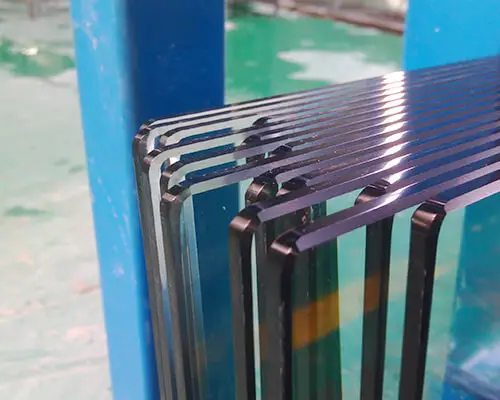
- Was geprüft wird: Ähnlich wie die amerikanischen Normen schreibt die EN 12150 strenge Splittertests vor. Das Glas wird unter kontrollierten Bedingungen zerbrochen, und die Partikel werden gezählt.
- Die Sicherheitsnorm: Um die Prüfung zu bestehen, muss das Glas in kleine, stumpfe „Würfel“ zerbrechen und nicht in gefährliche, lange Scherben.
- Ihre Sicherheit: Wenn Sie unser CE-Zeichen sehen, können Sie sicher sein, dass das Glas so konstruiert und geprüft wurde, dass das Verletzungsrisiko im Falle eines Bruchs auf ein Minimum reduziert wird.
2. ISO 9001 (Qualitätsmanagement)
Während CE das Produkt prüft, prüft ISO 9001 den Prozess.
- Das Problem der Beständigkeit: Jeder kann ein gutes Glas herstellen. Die Herausforderung besteht darin, 10.000 identische Teile herzustellen.
- Die Lösung: Unsere Zertifizierung nach ISO 9001 bedeutet, dass wir über ein dokumentiertes und auditiertes Qualitätsmanagementsystem (QMS) verfügen. Jede Glascharge wird nachverfolgt. Jede Ofeneinstellung wird protokolliert.
- Warum das für Sie wichtig ist: Es gewährleistet Rückverfolgbarkeit. Sollte bei Ihnen vor Ort jemals ein Problem auftreten, können wir diese bestimmte Kiste bis zur genauen Produktionsschicht und zum Ofenrezept zurückverfolgen, um die Ursache sofort zu ermitteln.
Partner prüfen (Das 5-Fragen-Interview)
Wenn Sie auf der Suche nach einem Fertigungspartner sind, müssen Sie herausfinden, ob es sich um einen „Zerspaner“ oder einen „Konstrukteur“ handelt.
Hier sind fünf Fragen, die Sie bei Ihrem nächsten Treffen mit dem Anbieter stellen sollten, sowie die Antworten, auf die Sie achten sollten.
Frage 1: „Kann Ihr Technikteam die Kompatibilität unserer Hardware prüfen?“
- Die falsche Antwort: „Schickt uns einfach die Maße, wir schneiden alles nach euren Wünschen zu.“
- Die Antwort des Partners: „Ja. Bitte senden Sie uns die CAD-Dateien für Ihre Scharniere zu. Wir werden sie auf die Glaszeichnungen legen, um sicherzustellen, dass die ‚Mausohren‘ perfekt passen und die Abstände stimmen.“

Frage 2: „Wie sieht Ihr Standardverfahren für Scharnierausschnitte aus?“
- Die falsche Antwort: „Wir kerben sie von Hand ein.“ (Lauf weg!).
- Die Antwort des Partners: „Wir bearbeiten sie auf einem vertikalen CNC-Bearbeitungszentrum, um sicherzustellen, dass die Innenkanten poliert sind.“
Frage 3: „Wie gehen Sie mit dem Abstand zwischen Loch und Kante um?“
- Die falsche Antwort: „Wir können das Loch anbringen, wo immer Sie wollen.“
- Die Antwort des Partners: „Wir halten uns an die 2-fache-Dicken-Regel. Wenn ein Loch näher als das Zweifache der Glasdicke am Rand liegen soll, werden wir dies zur Überprüfung kennzeichnen, da dies das Bruchrisiko erhöht.“
Frage 4: „Gibt es vor dem Temperieren einen automatischen Waschgang?“
- Warum das wichtig ist: Verschmutzungen auf dem Glas vor dem Härten brennen sich ein und verursachen Oberflächenfehler, die das Erscheinungsbild einer hochwertigen Dusche beeinträchtigen.
- Die Antwort des Partners: „Ja, das gesamte Glas durchläuft unmittelbar vor dem Einlauf in den Ofen eine horizontale Hochdruckwaschanlage.“
Frage 5: „Wie stellen Sie die Konsistenz und Sicherheit Ihrer Produkte sicher?“
- Die falsche Antwort: „Wir sehen uns das nur kurz an, bevor es versandt wird.“
- Die Antwort des Partners: „Wir sind nach ISO 9001 für die Prozesskontrolle zertifiziert, und unser Glas wird gemäß den Normen CE EN 12150 geprüft. Wir führen in unserem Labor regelmäßig Bruchprüfungen durch, um sicherzustellen, dass die Abkühlung im Ofen korrekt eingestellt ist.“
Häufig gestellte Fragen & Fehlerbehebung
F: Mein Monteur sagt, dass die „Mausohren“ nach dem Anbringen des Scharniers sichtbar sind. Ist das ein Fehler?
A: Das hängt von der Größe der Scharnierrückplatte ab. Standard-Mausohren sind so konzipiert, dass sie von handelsüblichen 2-Zoll-Scharnierplatten abgedeckt werden können. Wenn Sie jedoch „Mini“-Scharniere verwenden, könnten die Laschen herausschauen.
- Die Lösung: Aus diesem Grund fragen wir gleich zu Beginn nach dem Hardwaremodell. Wir können den Radius des Mausohrs so anpassen, dass es hinter kleineren Scharnieren verborgen bleibt und dennoch für eine Entlastung sorgt.

F: Kann man nach dem Härten des Glases noch ein Loch bohren?
A: Auf keinen Fall. Gehärtetes Glas steht unter enormer innerer Spannung (oft über 10.000 psi). Wird die Oberflächenspannung mit einem Bohrer durchbrochen, explodiert die gesamte Platte augenblicklich. Alle Vorarbeiten müssen vor dem Einlegen in den Ofen erfolgen.
F: Wie groß muss der Mindestabstand zwischen zwei Löchern sein (z. B. bei einer Handtuchstange)?
A: Als sichere Faustregel gilt das Doppelte der Glasdicke. Wenn Sie 10 mm dickes Glas verwenden, sollte der Glasstreifen zwischen den beiden Löchern mindestens 20 mm breit sein. Ist die Temperatur niedriger, neigt das Glas dazu, beim Abschrecken während des Härtungsvorgangs zu reißen.
F: Warum kosten bündige Griffe mehr als Lochgriffe?
A: Ein Loch ist ein einfacher Bohrvorgang. Für einen bündigen Griff muss die Glasoberfläche „versenkt“ oder eine Aussparung eingearbeitet werden. Dies ist ein zeitaufwändiger CNC-Vorgang, der eine sorgfältige Tiefenkontrolle erfordert, damit das Glas am Boden der Aussparung nicht zu dünn wird.
F: Für mein Projekt sind bestimmte Sicherheitsunterlagen erforderlich. Was können Sie anbieten?
A: Wir stellen die vollständigen Unterlagen zur CE-Leistungserklärung (DoP) sowie ISO 9001-Zertifikate zur Verfügung. Für bestimmte Projekte können wir Ihnen auch interne Laborberichte mit Angaben zur Fragmentierung (Partikelgrößenanalyse) zur Verfügung stellen, um nachzuweisen, dass die Sicherheitsleistung Ihren lokalen Anforderungen entspricht oder diese sogar übertrifft.
Fazit: Schaffen wir Vorhersehbarkeit
Letztendlich geht es Ihnen nicht nur darum, Glas zu kaufen, sondern ein makelloses Projekt abzuliefern, das Ihren Ruf stärkt.

Wenn Sie sich dafür entscheiden, CNC-Präzision, „Mouse Ear“-Geometrie und kollaboratives Engineering in den Vordergrund zu stellen, tätigen Sie eine strategische Investition. Sie zahlen im Voraus ein paar Cent mehr, um später Hunderte von Dollar an Arbeitskosten, Gewährleistungsansprüchen und Stress zu sparen.
Wir möchten der Partner sein, der Ihnen bei dieser Entscheidung hilft.
Bei Hexad Industries bedienen wir nicht nur Maschinen, wir lösen Probleme. Wir laden Sie ein, unser Ingenieurteam als Teil Ihres eigenen Teams zu betrachten.
Nächste Schritte:
- Überprüfen Sie Ihre Zeichnungen: Holen Sie sich die Werkstattzeichnungen für Ihr nächstes Projekt. Sind die Aussparungen rechteckig oder haben sie die Form von „Mausohren“? Sind die Toleranzen festgelegt?
- Senden Sie uns eine Probe: Schicken Sie uns eine Auswahl Ihrer Zeichnungen. Wir führen eine kostenlose technische Überprüfung durch, bei der wir mögliche Schwachstellen oder Montageprobleme aufzeigen, noch bevor Sie eine Bestellung aufgeben.